

THREAD ROLLING
THE PROCESS
In thread rolling the thread form is produced by cold forming the material. Very high pressure causes permanent plastic deformation of the material. The thread rolls displace the material from the thread core and allow flow in the direction of the thread crest. The grain structure is not interrupted but only displaced. The result is a thread with high strength, profile and dimensional accuracy.
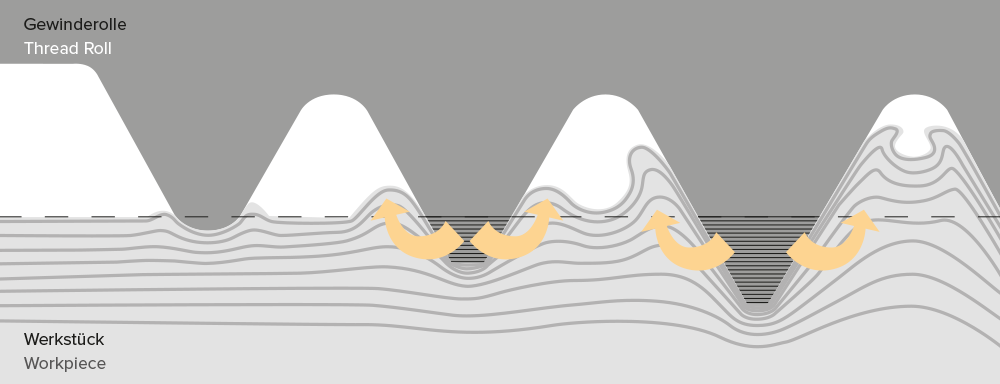
THREAD ROLLING – FLOW BEHAVIOR OF MATERIAL
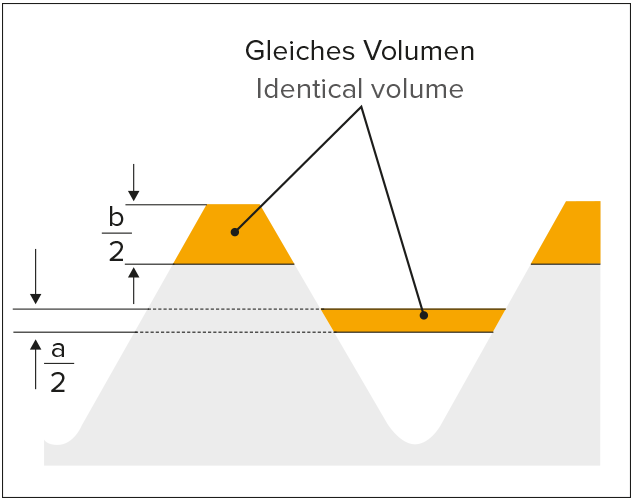
- Depending on the flow behavior of the material, the same area results in a/2 to b/2 up to a fivefold increase in the outer Ø
- The pre-turning Ø determined should be adhered to with a tolerance of ± 002mm
- Maintaining the exact pre-turning Ø is decisive for the exact degree of shaping of the thread profile
Preconditions
- exact pre-turned dimension
- elongation percent of the material > 5 %.
- material strength up to approx. 1700 N/mm2
ADVANTAGES OF THREAD ROLLING
- extremely short cycle and processing times
- high profile and dimensional accuracy
- reduced notch sensitivity
- increased corrosion resistance through pre-polished thread flanks
- no chips
- efficient and economical production
- higher strength of the thread through cold forming
- long tool life and thus low machine downtimes
Want to know more about the production of external threads?
Thread rolling for Experts
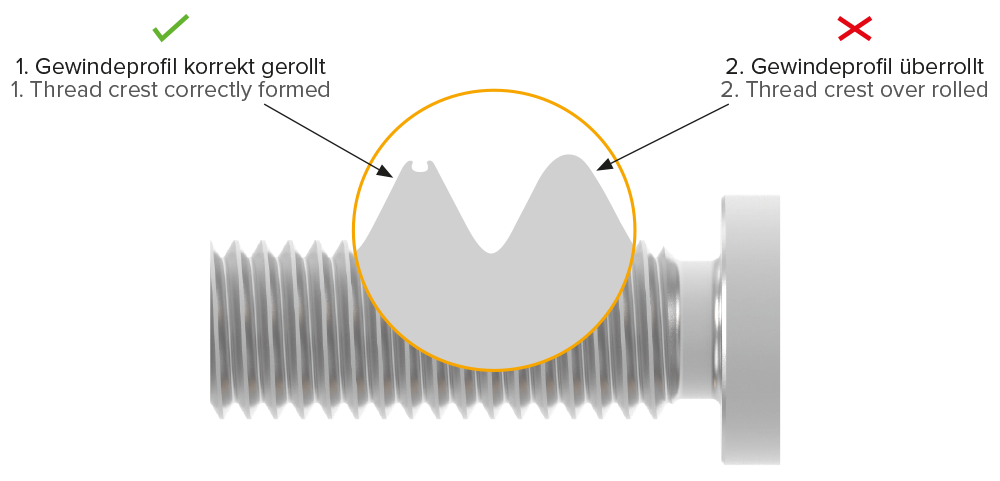
1. THREAD PROFILE CORRECTLY ROLLED
The radius at the crest of the thread is clearly visible. A closing fold remains in the middle and thus a thread profile is well formed. The diameter of the workpiece must be precisely preturned to prevent the thread crests from being overfilled.
2. THREAD PROFILE OVER ROLLED
The radius at the crest of the thread is fully closed. A closing fold is no longer visible because the rolling system was set incorrectly or the pre-turned diameter was not produced according to specification. The extent to which the thread profile is formed affects the tool life of the rolls. Over rolled thread crests can lead to roll breakage.
PREMACHINING OF THE WORKPIECE
Precise preparation of the workpiece is required:
Pitch < 1 mm: tolerance 0.02 mm
Pitch > 1 mm: tolerance 0.03 mm
Pitch > 3 mm: tolerance 0.04 mm
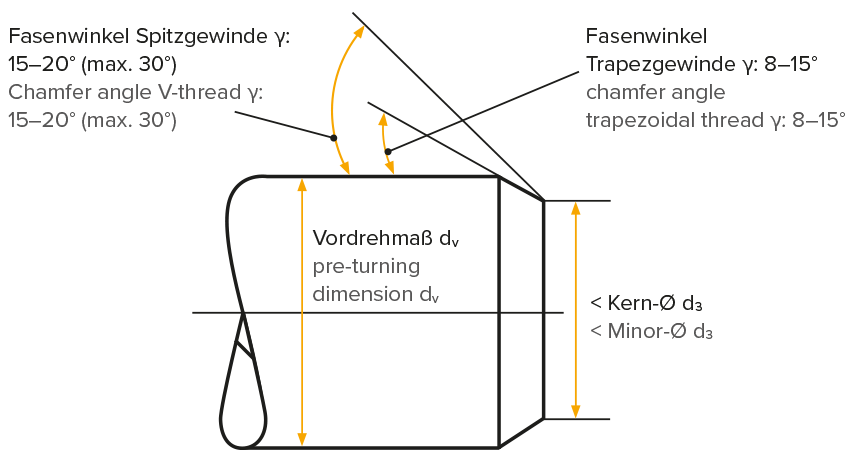
The Chamfering:
For axial thread rolling, the workpiece must be provided with a chamfer at the beginning of the thread to allow the thread rolls to start. The chamfer angle for V-threads should be 15–20°, for trapezoidal threads 8–10°. The diameter at the beginning of the chamfer must be slightly below the thread minor diameter. For axial rolling tools, different start / lead variants may be required:
For more informations about chamfering:
THREAD ROLLING CLOSE TO COLLARS
When using the thread rolls in the roll holders, it is possible to perform rolling tasks very close to wide collar diameters. It is possible to substantially increase the collar diameter by grinding out the roll holders (max. to the centre of the roll bolt).
THREAD RUN-OUT
When using normal thread rolls, the thread run-out is approx.
2 × pitch for axial thread rolling
and approx.
1 × pitch for tangential thread rolling.
A thread undercut can be an advantage, but is not required. More detailed information and other run-out possibilities are available on request.
ROLLABLE MATERIALSE
The material must be cold formable. For V-threads, the elongation percentage should be at least 5 %. The upper limit of the tensile strength is approximately 1700 N/mm2. Please note that the specifications are non-binding approximate values.
Typical materials
- free-cutting and structural steels
- high-alloyed, corrosion and acid-resistant steels
- aluminium and copper wrought alloys with at least 60% copper content
- in order to roll threads on pipes, the wall thickness must be sufficient. This depends on the material as well as the type and depth of the profile to be rolled
Download list of rollable materials
ROLLING SPEED / PROCESSING TIMES
In order to achieve a flow of the material during the thread rolling process, the rolling speed should not be less than 30 m/min. Economical speeds are in the range of 50 to 80 m/min.
THREAD ROLLING – PROCESS
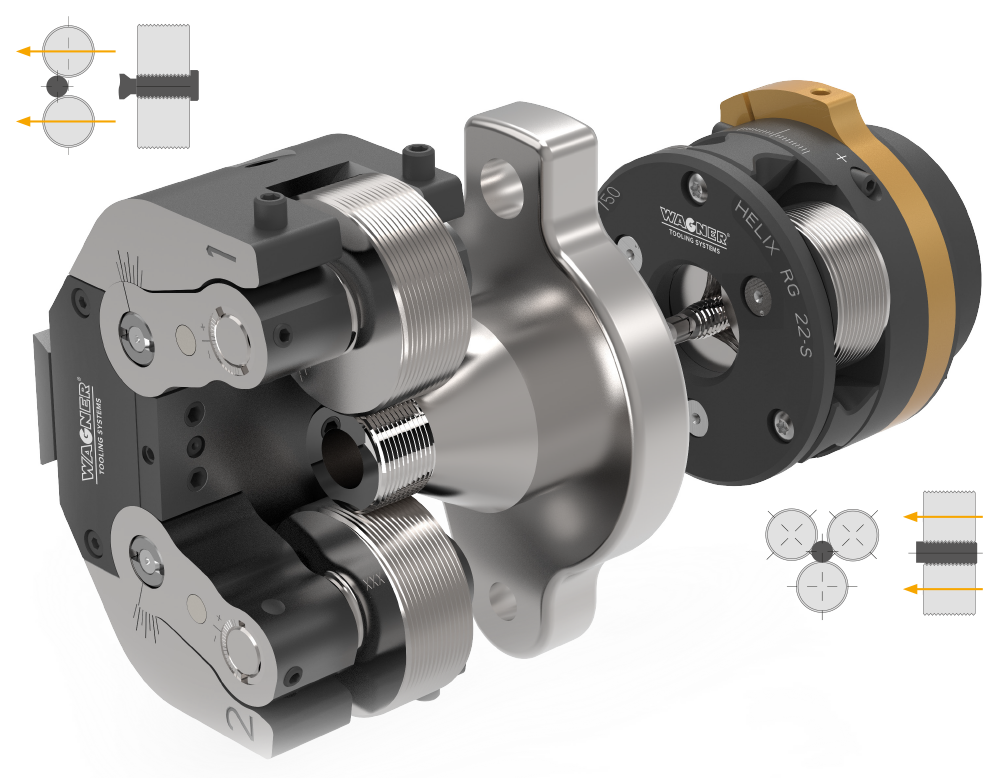
INFEED METHOD WITH TANGENTIAL TOOLS
The tangential rolling system (with two synchronized rolls) moves in tangential direction to the workpiece and forms the thread. Profile and pitch of the thread are defined by the roll geometry. The roll diameter is a multiple of the thread diameter. The tangential tool moves at a constant feed rate against the rotating workpiece. The feed motion is perpendicular to the workpiece axis.
The thread rolls are set in rotation by contact with the workpiece and form the thread as the tool continues to advance. When reaching the center of the workpiece, the rapid return is initiated without dwell time. It is not necessary to open / close the tool.
The length of the threads depends on the size of the rolling system and the width of the thread rolls.
AXIAL THREAD ROLLING IN TROUGH FEED METHOD
he axial rolling system (with three or five rolls) moves in an axial direction on the workpiece and forms the thread. The thread rolls are provided with a pitch-free profile. Pitch and profile corresponds to the thread profile. The thread pitch is produced by the inclination of the thread rolls in the roll holder. The machine feed must be programmed approx. 3 % smaller than the actual thread pitch. The length of the rolled workpiece is not limited by the tool. Automatic opening of the rolling system at the end of the thread is activated by a programmed feed stop. The workpiece is released by the opening mechanism of the rolling system. The rolling system is returned to basic position in rapid traverse. In order to process the next workpiece, the rolling tool is closed manually or by a closing device.
Stationary type:
The stationary Wagner thread rolling tool is designed for use with rotating workpieces. This design is used, for example, on the turret of a lathe.
Rotating type:
The Wagner rotary thread rolling tool is designed for use with stationary workpieces. It is used, for example, on the centre sleeve of a machining unit or on the spindle of a slide unit.