

WHAT IS KNURLING?
Knurling is a manufacturing process for producing non-slip surfaces on cylindrical components, in which patterns are embossed into workpieces.
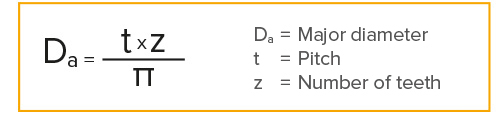
Knurls are used to give surfaces a better grip (e.g. medical instruments), to improve the appearance (visible knurl), or to create a frictional connection between a hub and a shank. In contrast to splines and serrations, where the tooth shape and number of teeth are precisely defined, the major diameter is the decisive criterion for knurling. The major diameter is calculated according to the formula opposite. The preferred pitches according to DIN 82 are 0.5; 0.6; 0.8; 1.0; 1.2; 1.6 and 2.0 mm.
PROCEDURE
Basically, a distinction is made in the production of knurls between non-chipping “knurl pressing” or “knurl forming” and cutting “knurl milling”. When knurling with axial and tangential rolling systems, “knurl pressing” is used. Cold forming is used to roll the profile of the knurling roll onto the workpiece. As with thread rolling, the profile tips of the rolls are pressed into the workpiece and the displaced material flows into the gaps of the rolls, i.e. the diameter of the workpiece becomes larger.
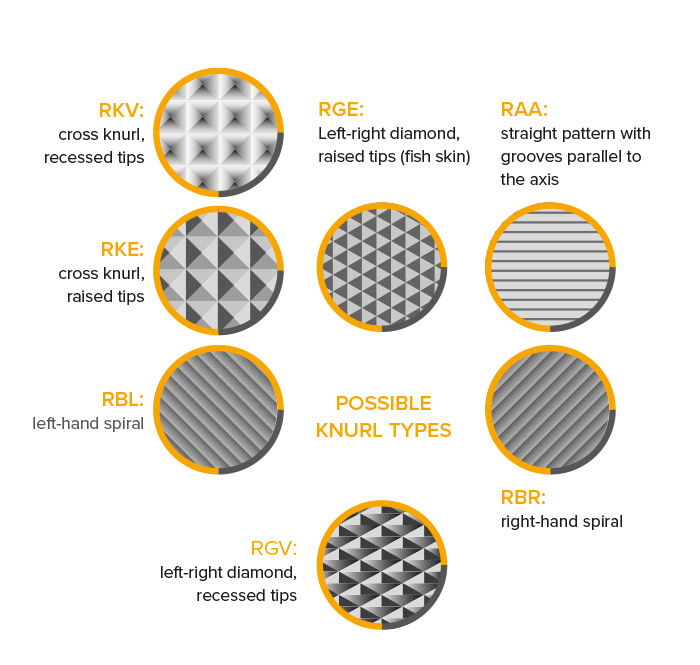
According to DIN 82, all knurl types can be rolled, provided that the material is cold-formable.
Wagner knurling tools are suitable for demanding applications and large quantities due to their outstanding quality. We produce the various knurl forms with the pitches from 0.5 to 2 mm.
ADVANTAGES
- high strength of the work piece, as the fibre course is not interrupted
- high wear resistance due to hardening of the surface
- high efficiency
WAGNER SYSTEME ZUM RÄNDELN
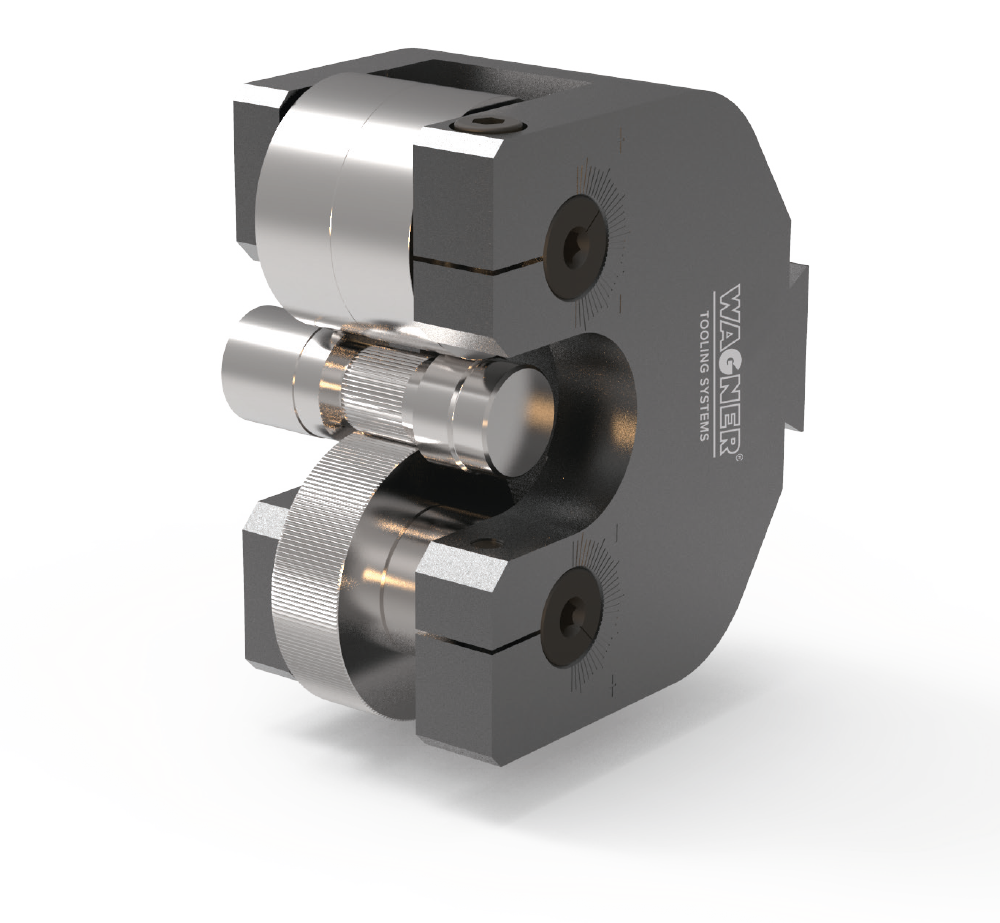
Tangential system for thread rolling, knurling and beading
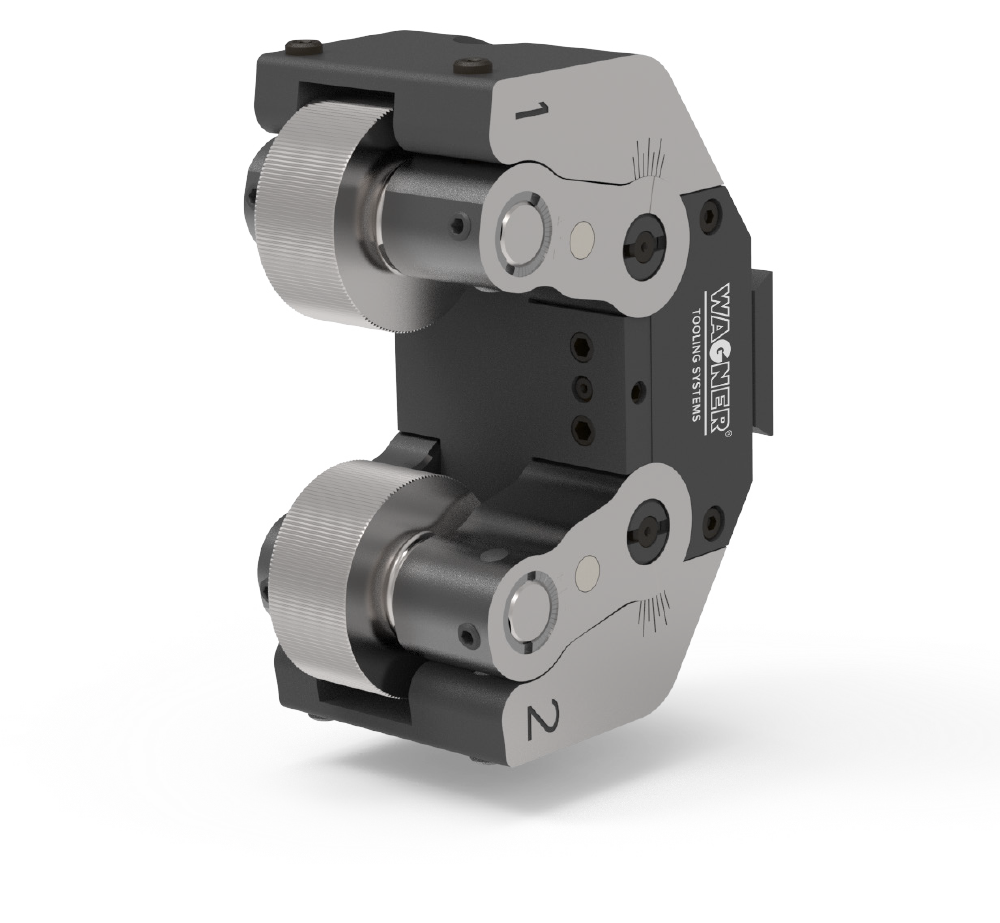
Axial rolling system for thread rolling and knurling