

SPANENDE UND SPANLOSE GEWINDEFERTIGUNG
Bei der Herstellung von Gewinden unterscheidet man zwischen dem spanlosen Gewinderollen und dem spanabhebenden Verfahren des Gewindeschneidens.
SPANEND
- Gewindeschneiden
- Gewindedrehen
- Gewindefräsen
- Gewindewirbeln
- Gewindeschleifen
SPANLOS
- Gewinderollen
- Gewindewalzen
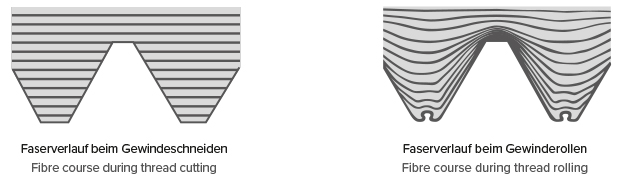
Geschnittene Gewinde erreichen ihre Form durch das Zerspanen des Werkstoffs, dabei wird der ursprüngliche Faserverlauf des Werkstücks nicht verändert, sondern die Fasern werden durch das Schneiden unterbrochen.
Beim Gewinderollen wird das Werkstück durch Kaltmassivumformung dauerhaft plastisch verformt; dabei wird der Faserverlauf des kaltverfestigten Werkstoffs nicht unterbrochen. Voraussetzung für das Gewinderollen ist ein Werkstoff, der sich für die Kaltumformung eignet, d. h. mit einer Mindestbruchdehnung von 5 %.
Spanende und spanlose Gewindefertigung im Vergleich
Gewindeschneiden
Werkstoffe
- Es können auch nicht kaltumformbare Werkstoffe wie Grauguss, Temperguss und Rotguss geschnitten werden
Gewinderollen
Werkstoffe
- Es können alle kaltumformbaren Werkstoffe gerollt werden
- Keine Probleme bei langspanenden Werkstoffen
- Die Bruchdehnung muss beachtet werden
Festigkeit
- Geringer, da der Faserverlauf des Werkstoffs unterbrochen wird
- Kerbwirkung im Gewindegrund
Festigkeit
- Höher durch Kaltverfestigung des Werkstoffs.
- Der Faserverlauf des Werkstoffs wird nicht zerstört, dadurch ergibt sich eine deutlich höhere statische und dynamische Festigkeit
Oberflächengüte der Gewindeflanke
- Stark abhängig vom Werkstoff und den Schnittbedingungen
- Höhere Neigung zu Korrosion
Oberflächengüte der Gewindeflanke
- Sehr hoch, da presspoliert
- Sehr geringe Korrosionsneigung
Fertigungszeit
- Schnittgeschwindigkeit: 3 bis 40 m/min
- Tiefe Gewindeprofile müssen in mehreren Schritten hergestellt werden
Fertigungszeit
- Rollgeschwindigkeit: 30 bis 100 m/min
- Gewinde wird in nur einem Arbeitsgang hergestellt
- Sehr kurze Hauptzeiten
Vorbereitung des Rohlings
- Eine exakte Vorbearbeitung ist nicht notwendig
Vorbereitung des Rohlings
- Der Ausgangsdurchmesser muss in engen Toleranzen vorbearbeitet werden
- Der Vorbearbeitungsdurchmesser entspricht dem Flankendurchmesser
- Eine Fase mit einem Fasenwinkel von 10 bis 30° ist erforderlich
Nacharbeit
- Ein geschnittenes Gewinde kann jederzeit nachgeschnitten werden
Nacharbeit
- Aufgrund der Werkstoffverfestigung gerollter Gewinde ist eine Nacharbeit problematisch
Werkzeugkosten
- Gering, da die Strehler nachgeschliffen werden können
Werkzeugkosten
- Hohe Rentabilität bei Großserien durch sehr hohe Werkzeugstandzeiten
Werkstückgeometrie
- Auch dünnwandige instabile Werkstücke (Rohre) können geschnitten werden
Werkstückgeometrie
- Beim Rollen von Gewinden dünnwandiger Rohre ist ggf. eine Abstützung erforderlich
- Das Verhältnis von Innendurchmesser zu Gewindekerndurchmesser sollte dabei kleiner 0,67 sein