

GEWINDE DEFINITION
WHAT IS A THREAD?
A thread is a helical ridged groove wrapped around a cylinder or cone. There are both external (screws) and internal threads (nuts), which always form matching pairs.
THREAD TYPES – FUNCTIONS OF A THREAD
- formation of a mechanical connection (fastening thread)
- motion transmission by converting a rotary motion into a linear motion or vice versa (transmission thread)
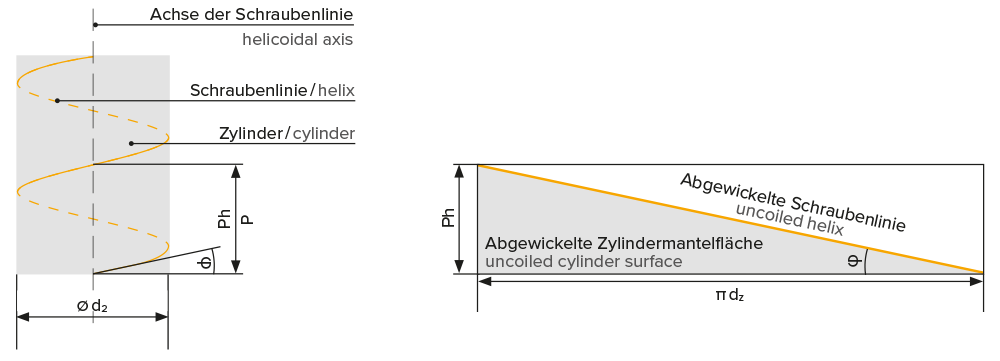
d2 = pitch diameter of the external thread
Ph = slope (with multi-start thread)
P = pitch (with single start thread)
φ = pitch angle
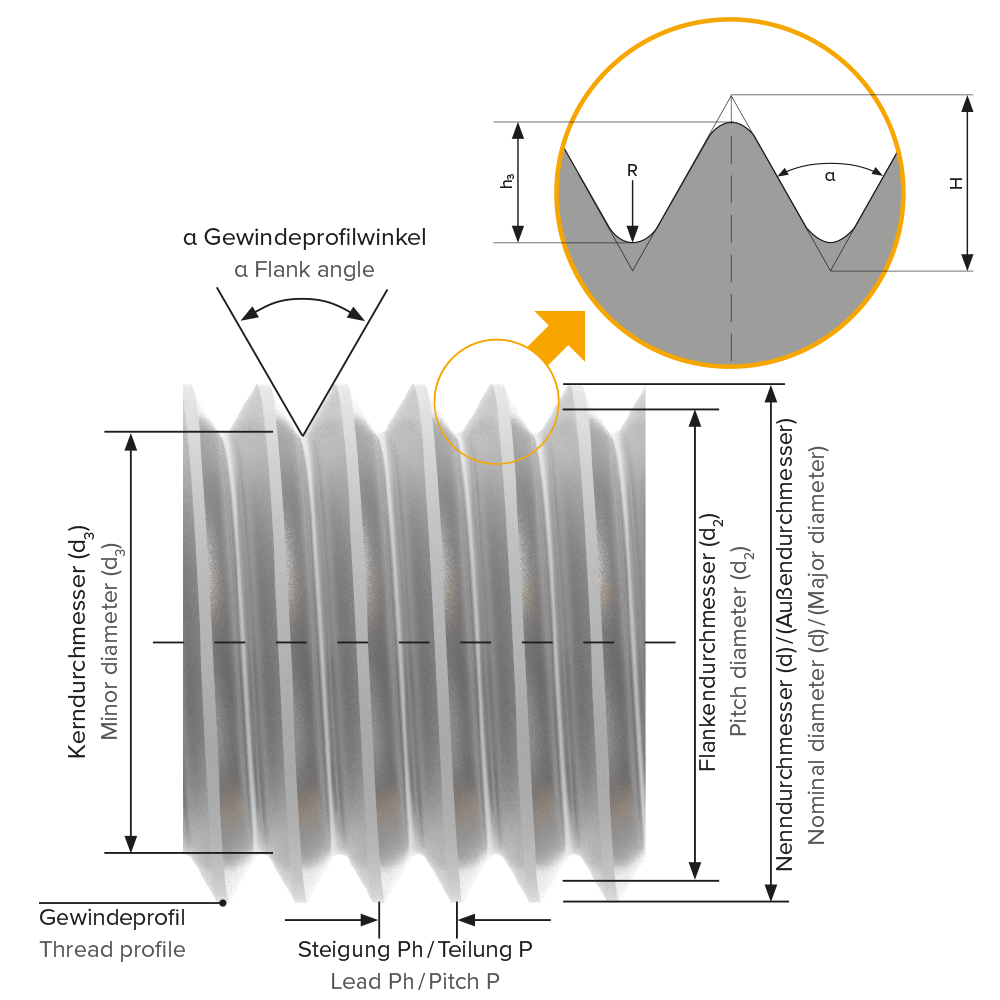
BEGRIFFE RUND UM DAS AUSSENGEWINDE (nach DIN 2244)
d = Außendurchmesser des Außengewindes
CHIPPING AND CHIPLESS EXTERNAL THREAD PRODUCTION
In the manufacture of threads, a distinction is made between chipless thread rolling and the mechanical cutting process of thread cutting.
CHIPPING
- Thread cutting
- Thread turning
- Thread milling
- Thread whirling
- Thread grinding
CHIPLESS
- thread rolling
- thread forming
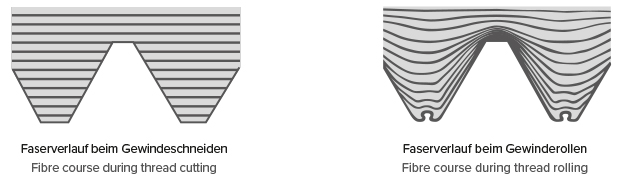
Cut threads acquire their shape by cutting the material, whereby the original grain structure of the workpiece is not changed, but grain structure is interrupted by the cutting process. In thread rolling, the workpiece is permanently plastically deformed by cold forming. In this process, the grain structure of the work hardened material is not interrupted. The prerequisite for thread rolling is a material that is suitable for cold forming, i.e. with a minimum elongation at break percent of 5 %.
CHIPLESS EXTERNAL THREAD PRODUCTION: THREAD ROLLING
THE PROCESS
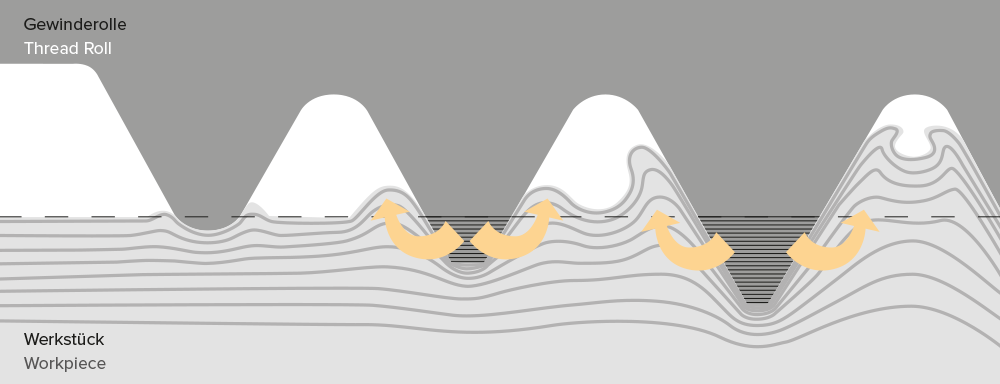
In thread rolling the thread form is produced by cold forming the material. Very high pressure causes permanent plastic deformation of the material. The thread rolls displace the material from the thread core and allow flow in the direction of the thread crest. The grain structure is not interrupted but only displaced. The result is a thread with high strength, profile and dimensional accuracy.
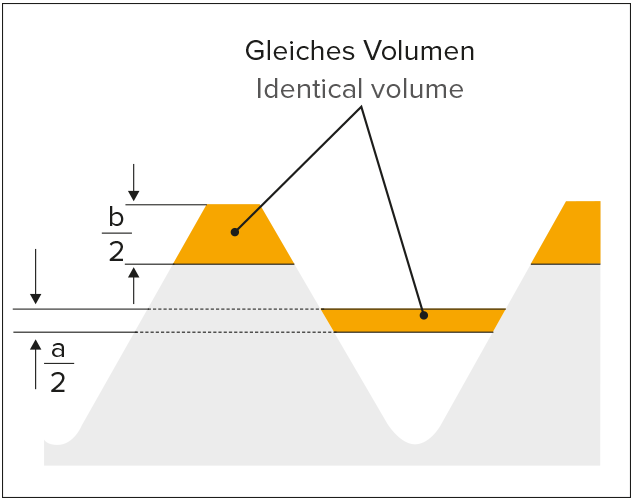
THREAD ROLLING – FLOW BEHAVIOR OF MATERIAL
- Depending on the flow behavior of the material, the same area results in a/2 to b/2 up to a fivefold increase in the outer Ø
- The pre-turning Ø determined should be adhered to with a tolerance of ± 002mm
- Maintaining the exact pre-turning Ø is decisive for the exact degree of shaping of the thread profile
Preconditions
- exact pre-turned dimension
- elongation percent of the material > 5 %.
- material strength up to approx. 1700 N/mm2
ADVANTAGES OF THREAD ROLLING
- extremely short cycle and processing times
- high profile and dimensional accuracy
- reduced notch sensitivity
- increased corrosion resistance through pre-polished thread flanks
- no chips
- efficient and economical production
- higher strength of the thread through cold forming
- long tool life and thus low machine downtimes
Want to know more about the production of external threads?
Thread rolling for Experts
OUR TOOLS FOR EXTERNAL THREAD PRODUCTION

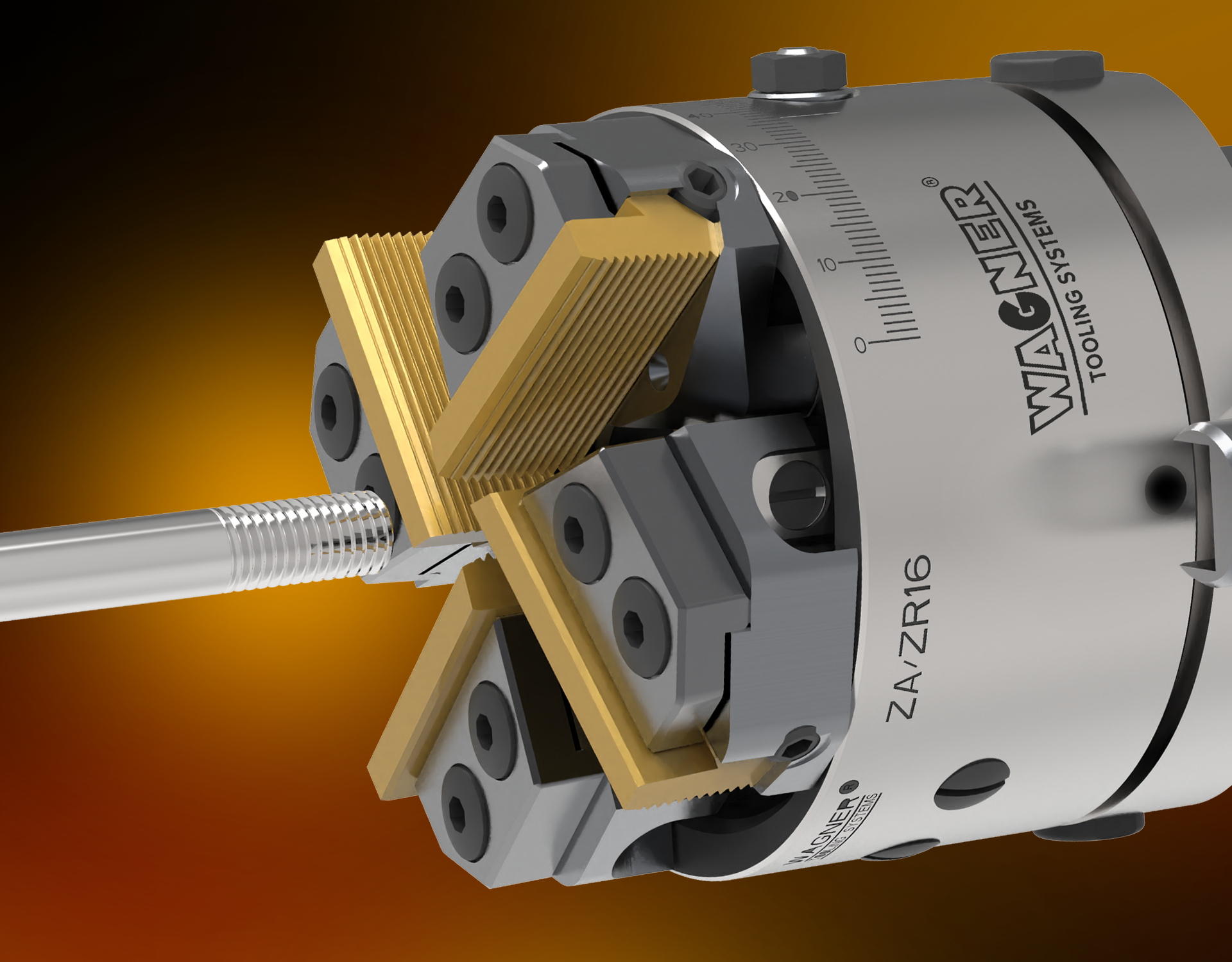
AXIAL THREAD ROLLING IN THROUGH FEED METHOD
The axial rolling system (with three or five rolls) moves in an axial direction on the workpiece and forms the thread. The thread rolls are provided with a pitch-free profile. Pitch and profile corresponds to the thread profile. The thread pitch is produced by the inclination of the thread rolls in the roll holder.
Stationary type:
The stationary Wagner thread rolling tool is designed for use with rotating workpieces. This design is used, for example, on the turret of a lathe.
Rotating type:
The Wagner rotary thread rolling tool is designed for use with stationary workpieces. It is used, for example, on the centre sleeve of a machining unit or on the spindle of a slide unit.

INFEED METHOD WITH TANGENTIAL TOOLS
The tangential rolling system (with two synchronized rolls) moves in tangential direction to the workpiece and forms the thread. Profile and pitch of the thread are defined by the roll geometry. The roll diameter is a multiple of the thread diameter.
The tangential tool moves at a constant feed rate against the rotating workpiece. The feed motion is perpendicular to the workpiece axis.
The thread rolls are set in rotation by contact with the work-
piece and form the thread as the tool continues to advance.
MACHINING OF EXTERNAL THREADS WITH THREAD CUTTING SYSTEMS
Thread cutting is a machining process in which material is cut out of the work-piece by means of chasers in order to produce a thread.
The cutting system moves in axial direction on the workpiece and cuts the thread. At least four chasers are provided with a pitch-free profile. Pitch and profile correspond to the thread profile. The thread is produced by the inclination of the chasers in the chaser holders.
Thread cutting systems are also available in stationary and rotating designs.
Do you need help selecting the right tool for your machining task?
Click here for our TOOL FINDER:
