

DAS GEWINDEROLLEN
DAS VERFAHREN
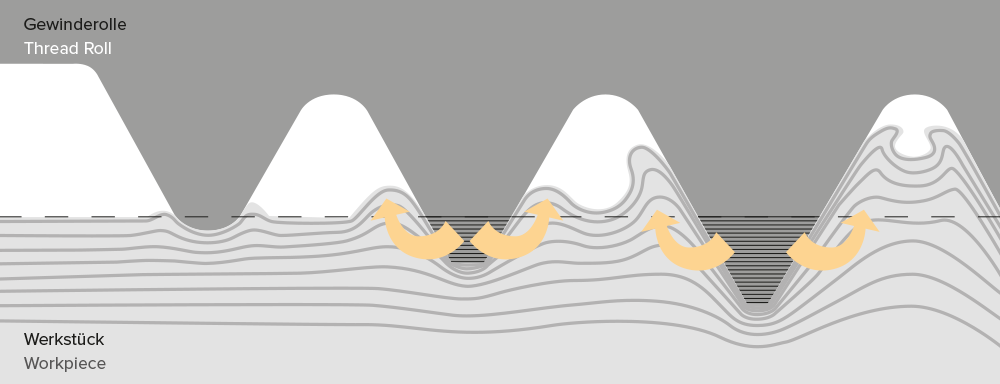
Beim Gewinderollen wird die Gewindeform durch Kaltumformung des Werkstoffs hergestellt. Durch sehr hohen Druck erfolgt eine dauerhaft plastische Verformung des Werkstoffs. Die Gewinderollen verdrängen das Material aus dem Gewindekern und lassen es in Richtung der Gewindespitzen fließen. Dabei wird der Faserverlauf nicht unterbrochen, sondern nur verändert. Das Ergebnis ist ein Gewinde mit hoher Festigkeit, Profil- und Maßgenauigkeit.
GEWINDEROLLEN – FLIESSVERHALTEN WERKSTOFF
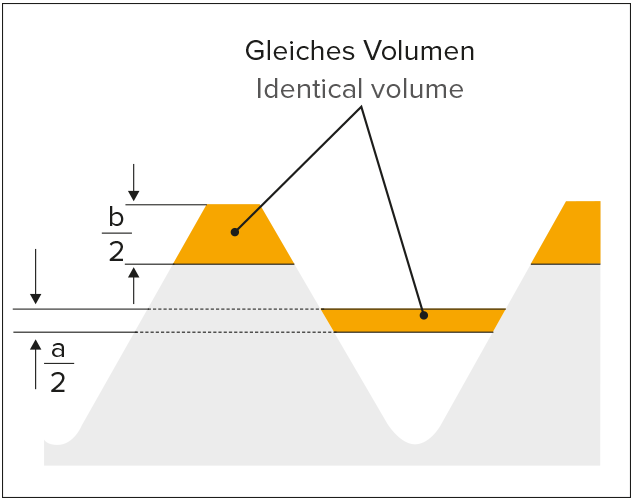
- Je nach Fließverhalten des Werkstoffs ergibt sich aus derselben Fläche a/2 zu b/2 bis zu einer Verfünffachung am Außen-Ø
- Der ermittelte Vordreh-Ø sollte mit einer Toleranz von ± 002mm eingehalten werden
- Die Einhaltung es exakten Vordreh-Ø ist mitentscheidend um den exakten Ausformgrad am Gewindeprofil zu erzielen
Voraussetzungen
- Exaktes Vordrehmaß
- Bruchdehnung des Werkstoffs > 5 %
- Materialfestigkeit bis ca. 1700 N/mm2
VORTEILE DES GEWINDEROLLENS
- Extrem kurze Takt- bzw. Bearbeitungszeiten
- Hohe Profil- und Maßgenauigkeit
- Reduzierte Kerbempfindlichkeit
- Erhöhte Korrosionsbeständigkeit durch presspolierte Gewindeflanken
- Keine Späne
- Rationelle und wirtschaftliche Fertigung
- Höhere Festigkeit des Gewindes durch Kaltumformung
- Hohe Werkzeugstandzeiten und damit geringe Maschinenstillstandszeiten
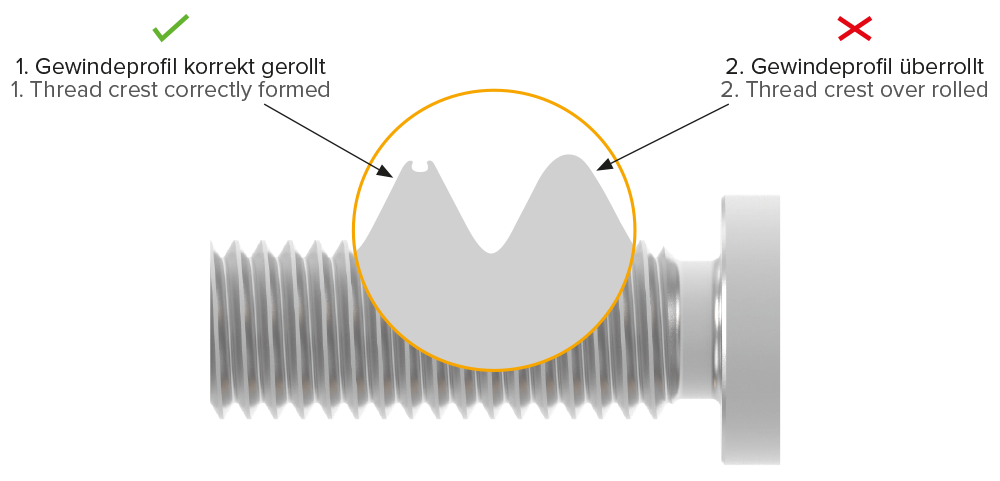
1. GEWINDEPROFIL KORREKT GEROLLT
Der Radius an der Gewindespitze ist deutlich zu erkennen. In der Mitte verbleibt eine Schließfalte. So ist ein Gewindeprofil gut ausgeformt. Dafür muss das Werkstück im Durchmesser genau vorgearbeitet werden, um ein Überrollen der Gewindespitzen zu vermeiden.
2. GEWINDEPROFIL ÜBERROLLT
Der Radius an der Gewindespitze ist voll geschlossen. Eine Schließfalte ist nicht mehr ersichtlich, da das Rollsystem fehlerhaft eingestellt wurde oder der Vordrehdurchmesser nicht gemäß Vorgabe hergestellt wurde. Der Ausformungsgrad des Gewindeprofils wirkt sich auf die Standzeit der Rollen aus. Überrollte Gewindeprofile können zu Rollenbruch führen.
VORBEARBEITUNG DES WERKSTÜCKS
Eine genaue Vorarbeitung des Werkstücks ist erforderlich:
Steigung < 1 mm: Toleranz 0,02 mm
Steigung > 1 mm: Toleranz 0,03 mm
Steigung > 3 mm: Toleranz 0,04 mm
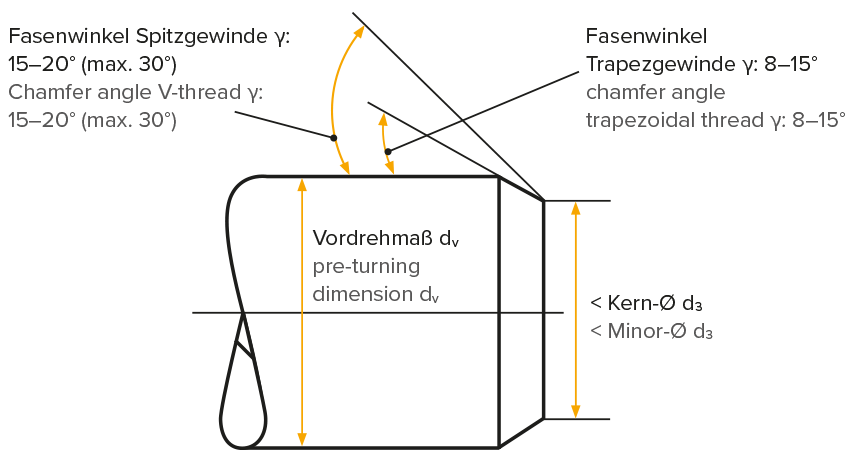
Das Anfasen:
Beim axialen Gewinderollen muss das Werkstück am Gewindeanfang mit einer Fase zum Anlaufen der Gewinderollen versehen sein. Der Faswinkel bei Spitzgewinden sollte 15 bis 20°, bei Trapezgewinden 8 bis 10° betragen. Der Durchmesser am Beginn der Fase muss etwas unter dem Gewindekerndurchmesser liegen. Bei Axialrollwerkzeugen können unterschiedliche Anlauf / Auslauf-Varianten erforderlich sein.
Mehr Infos zum Anfasen hier:
GEWINDEROLLEN GEGEN BUND
Durch die Aufnahme der Gewinderollen in Rollenhaltern ist es möglich, Gewinde bis dicht an große Bunddurchmesser zu rollen. Es ist möglich, durch Ausschleifen der Rollenhalter
(maximal bis zur Mitte des Rollenbolzens) die Bunddurch-
messerfreiheit wesentlich zu vergrößern.
GEWINDEAUSLAUF
Bei Verwendung von normalen Gewinderollen beträgt der Gewindeauslauf
ca. 2 × Steigung bei axialem Gewinderollen
und
ca. 1 × Steigung beim tangentialen Gewinderollen.
Ein Gewindefreistich kann von Vorteil sein, ist jedoch nicht zwingend erforderlich. Genauere Angaben und andere Auslaufmöglichkeiten erhalten Sie auf Anfrage.
ROLLBARE WERKSTOFFE
Der Werkstoff muß kaltumformbar sein. Bei Spitzgewinden sollte die Bruchdehnung mindestens 5 % betragen.
Die Obergrenze der Zugfestigkeit liegt bei ca. 1700 N/mm2.
Bitte beachten Sie, dass die Angaben unverbindliche Richtwerte darstellen.
Typische Werkstoffe
- Automaten- und Baustähle
- Hochlegierte, korrosions- und säurebeständige Stähle
- Aluminium- und Kupferknetlegierungen mit mindestens 60 % Kupferanteil
- Um Gewinde auf Rohre zu rollen, muss die Wandstärke ausreichend sein. Sie ist abhängig vom Material sowie von der Art und Tiefe des einzurollenden Profils
ROLLGESCHWINDIGKEIT/BEARBEITUNGSZEIT
Um beim Gewinderollvorgang ein Fließen des Werkstoffs zu erreichen, sollte eine Rollgeschwindigkeit von 30 m/min nicht unterschritten werden. Wirtschaftliche Geschwindigkeiten liegen im Bereich von 50 bis 80 m/min.
GEWINDEROLLEN – VERFAHREN
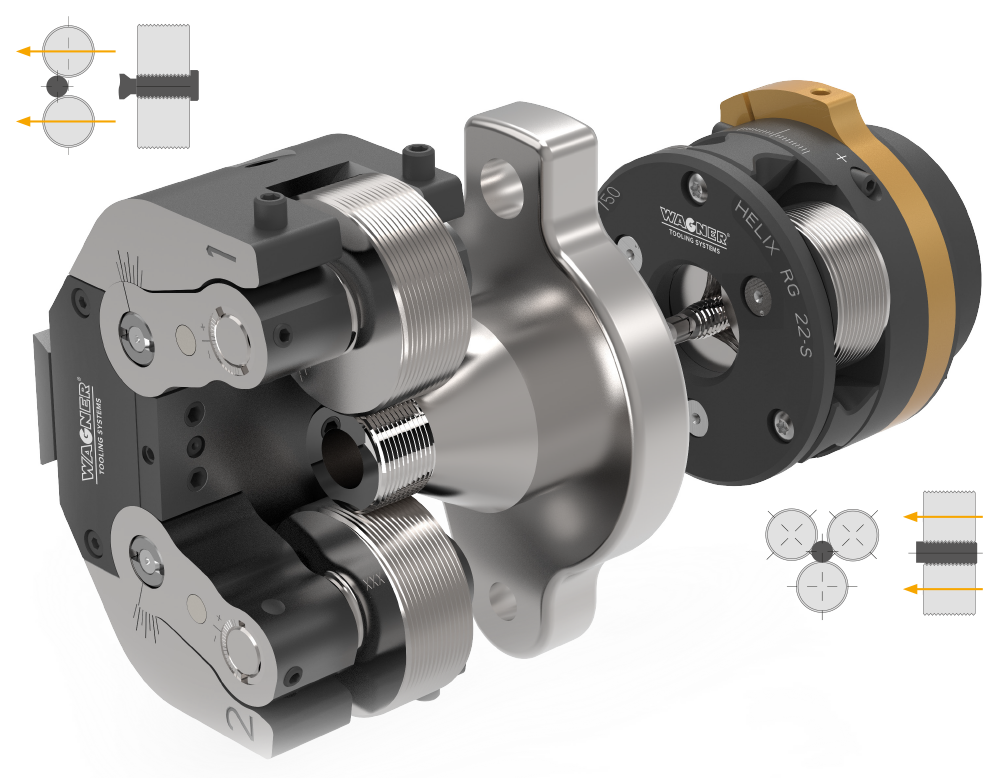
EINSTECHVERFAHREN MIT TANGENTIAL-ROLLSYSTEMEN
Das Tangential-Rollsystem (mit zwei synchronisierten Rollen) verfährt in tangentialer Richtung auf das Werkstück und formt dabei das Gewinde. Profil und Steigung des Gewindes werden durch die Rollengeometrie definiert. Der Rollendurchmesser entspricht einem Vielfachen des Gewindedurchmessers. Das Tangentialwerkzeug fährt mit konstantem Vorschub tangential auf das rotierende Werkstück. Die Vorschubbewegung erfolgt senkrecht zur Werkstückachse.
Die Gewinderollen werden durch Kontakt mit dem Werkstück in Rotation versetzt und formen beim weiteren Vorschub das Gewinde. Bei Erreichen der Werkstückmitte wird ohne Verweilzeit der Eilrücklauf eingeleitet.
Ein Öffnen / Schließen des Werkzeugs ist nicht erforderlich. Die maximale Gewindelänge ist abhängig von der Baugröße des Rollsystems bzw. der Rollenbreite.
AXIALES GEWINDEROLLEN IM DURCHLAUFVERFAHREN
Das Axial-Rollsystem (mit drei oder fünf Rollen) verfährt in axialer Richtung auf das Werkstück und formt dabei das Gewinde. Die Gewinderollen sind mit einem steigungsfreien Profil versehen. Teilung und Profil entsprechen dem Gewindeprofil. Die Gewindesteigung wird durch die Neigung der Gewinderollen im Rollenhalter erzeugt. Der Maschinenvorschub ist ca. 3 % kleiner als die tatsächliche Gewindesteigung zu programmieren. Die Länge des gerollten Werkstücks wird nicht vom Werkzeug begrenzt. Durch einen programmierten Vorschubstopp wird das Rollsystem am Gewindeende automatisch geöffnet. Durch den Öffnungsmechanismus des Rollsystems wird das Werkstück freigegeben. Der Rücklauf auf Grundposition erfolgt im Eilgang. Für die Bearbeitung des nächsten Werkstücks wird das Rollsystem manuell oder über eine Schließvorrichtung wieder geschlossen.
Bauart stillstehend:
Das stillstehende Wagner Gewinderollsystem ist für den Einsatz mit rotierenden Werkstücken bestimmt. Diese Bauart wird beispielweise auf dem Revolver einer Drehmaschine eingesetzt.
Bauart umlaufend:
Das Wagner Gewinderollsystem in der Bauart umlaufend ist für den Einsatz mit stillstehenden Werkstücken konzipiert. Es wird beispielsweise auf der Pinole einer Bearbeitungseinheit oder auf der Spindel einer Schlitteneinheit eingesetzt.