

SPANENDE UND SPANLOSE GEWINDEFERTIGUNG
CHIPPING AND CHIPLESS EXTERNAL THREAD PRODUCTION
In the manufacture of threads, a distinction is made between chipless thread rolling and the mechanical cutting process of thread cutting.
CHIPPING
- Thread cutting
- Thread turning
- Thread milling
- Thread whirling
- Thread grinding
CHIPLESS
- thread rolling
- thread forming
Cut threads acquire their shape by cutting the material, whereby the original grain structure of the workpiece is not changed, but grain structure is interrupted by the cutting process. In thread rolling, the workpiece is permanently plastically deformed by cold forming. In this process, the grain structure of the work hardened material is not interrupted. The prerequisite for thread rolling is a material that is suitable for cold forming, i.e. with a minimum elongation at break percent of 5 %.
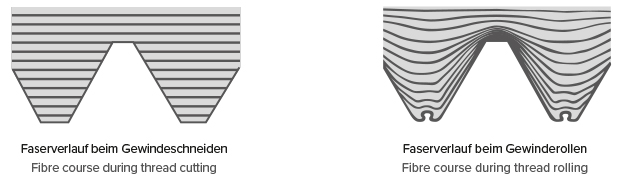
Spanende und spanlose Gewindefertigung im Vergleich
Gewindeschneiden
Materials
- it is possible to cut materials that cannot be cold-formed, such as grey cast iron, malleable cast iron and gunmetal
Gewinderollen
Materials
- all cold formable materials can be rolled
- there are no problems associated with long-chippingmaterials
- the elongation percent of the material must be taken into account
Strength
- reduced strength because the grain structure of the material is interrupted
- notch effect in the thread base
Strength
- higher due to work hardening of the material
- the grain structure of the material is not destroyed, resulting in a significantly higher static and dynamic strength
Surface quality of the thread flank
- highly dependent on the material and cutting conditions
- higher tendency to corrosion
Surface quality of the thread flank
- very high, press polished
- very low corrosion tendency
Production time
- cutting speed: 3 to 40 m/min
- thread profile depth must be produced in several steps
Production time
- rolling speed: 30 to 100 m/min
- thread is produced in only one operation
- very short processing times
Preparation of the die blank
- precise pre-machining is not necessary
Preparation of the die blank
- initial diameter must be pre-machined within close tolerances
- pre-machining diameter corresponds to the pitch diameter
- a chamfer with an angle of 10 to 30° is required
Reworking
- a machined thread can be recut at any time
Reworking
- reworking is problematic due to the material hardness of rolled threads
Tool costs
- low, because the chasers can be reground
Tool costs
- high profitability for large series production due to very long tool life
Workpiece geometry
- thin-walled unstable workpieces (tubes) can also be cut
Workpiece geometry
- when rolling threads of thin-walled pipes, a supporting mandral may be required
- the ratio of inner diameter to thread minor diameter should be less than 0.67