DAS MEHRSCHNEIDEN-DREHSYSTEM
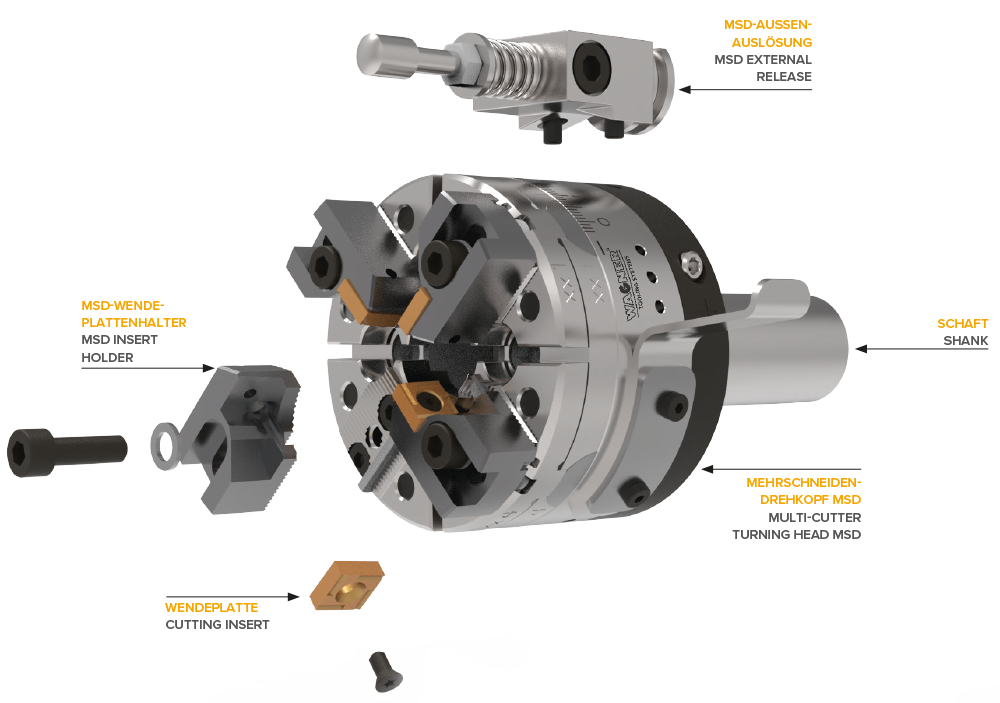
DAS MSD-SYSTEM
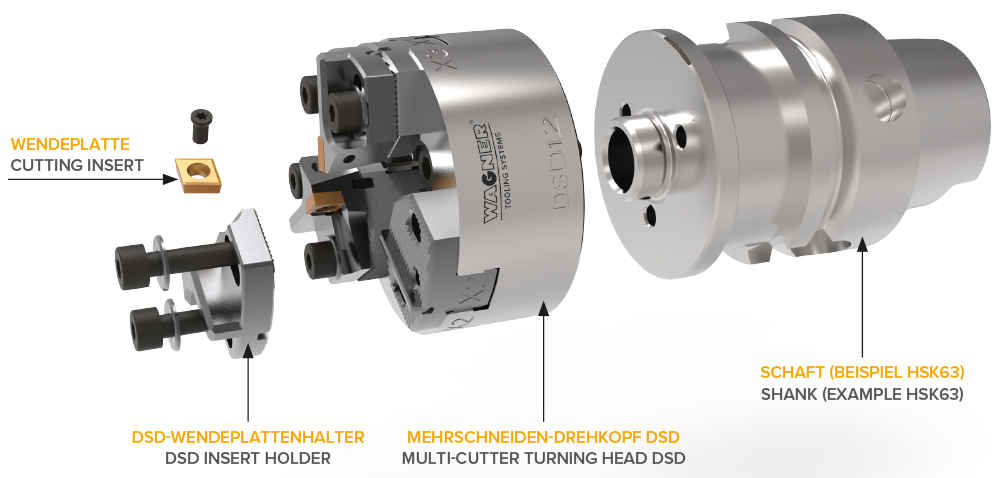
DAS DSD-SYSTEM
Mit den Wagner MehrschneidenDrehsystemen (MSD-Systemen) können Werkstücke im Durchmesser reduziert werden. Dabei kann das Ausgangsmaterial rund, vier- oder sechskantig, gezogen oder gewalzt sein. Zudem können alle zerspanbaren Werkstoffe bearbeitet
werden. Abhängig vom Werkstoff und den Anforderungen an die gedrehte Oberfläche können Schnitttiefen bis 5 mm realisiert werden. Es wird unterschieden zwischen MSD-Systemen mit vier Schneiden und Öffnungsfunktion sowie DSD-Systemen mit drei Schneiden ohne Öffnungsfunktion.
VORTEILE MSD UND DSD
- Hohe Wirtschaftlichkeit durch 3- bis 4-fach höheren Vorschub
- Großer Arbeitsbereich
- Einfache Handhabung durch zentrale Durchmessereinstellung
- Hohe Drehgenauigkeiten
- Einsatz von DIN-ISO-Wendeplatten oder Wagner Präzisionswendeplatten
VORTEIL DSD
- Sehr gute Spanabführung
VORTEILE MSD
- Die Schnittkräfte heben sich durch je zwei gegenüberliegende Schneiden auf. Dadurch können Werkstücke mit großer Ausspannlänge bearbeitet werden.
- Hohe Oberflächengüte durch Original Wagner Öffnungsfunktion. Mit Erreichen der Drehlänge erfolgt beim Öffnen des Werkzeugs das Abheben der vier Hartmetallwendeplatten vom Werkstück. Der berührungsfreie Rücklauf sorgt für ein riefenfreies
Werkstück.
| Typ | Anzahl Schneiden |
Dreh-Ø | - | Werkzeug-Ø mm |
Öffnungsfunktion | Werkzeuglänge kg |
Gewicht kg |
| " | " | mm | zoll | " | " | " | " |
| MSD20 | 4 | 2–16 (20) | 0.079–0.63 | 70 | ja | 75 | 1.7 |
| MSD20R | 4 | 2–16 (20) | 0.079–0.63 | 70 | ja | 82 | 2.0 |
| MSD30 | 4 | 16–30 | 0.63–1.18 | 84 | ja | 75 | 2.1 |
| MSD30R | 4 | 16–30 | 0.63–1.18 | 84 | ja | 82 | 2.8 |
| DSD12 | 3 | 1–12 | 0.04–0.472 | 55 | nein | 40 | 0.9 |
| DSD16 | 3 | 2–16 | 0.079–0.63 | 70 | nein | 48 | 1.4 |
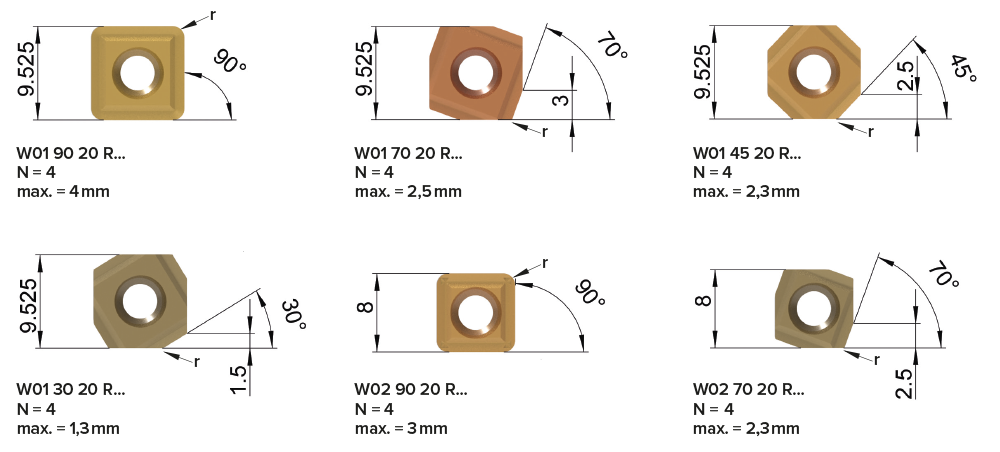
WENDEPLATTEN
Präzisionsgeschliffene Wagner Wendeplatten für MSD- und DSD-Wendeplattenhalter W01 B5 und W02 B5:
N = Anzahl der Schneiden
r = Eckenradius (auf Anfrage)
max. = maximale Spantiefe (wichtig!)
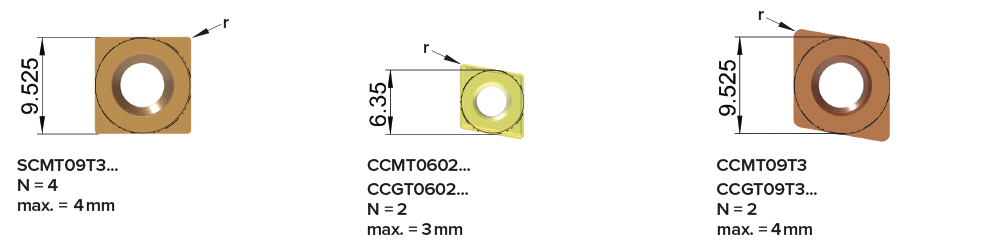
ISO-Wendeplatten für Wendeplattenhalter Wagner MSD und DSD Z5:
N = Anzahl der Schneiden
r = Eckenradius (auf Anfrage)
max. = maximale Spantiefe (wichtig!)