

Mit den tangentialen Rollensystemen von Wagner lassen sich Gewinde von höchster Oberflächenqualität mit kurzen Bearbeitungszeiten herstellen.
Optimale Produktivität wird durch den Einsatz präziser Gewinderollen mit maximaler Standzeit erreicht. Durchmesser, Steigung und Form der Rollen sind an das zu rollende Gewinde angepasst. Wagner-Tangentialrollsysteme sind in verschiedenen Größen erhältlich und eignen sich für die Bearbeitung von Werkstücken von Ø 1,6–52 mm.
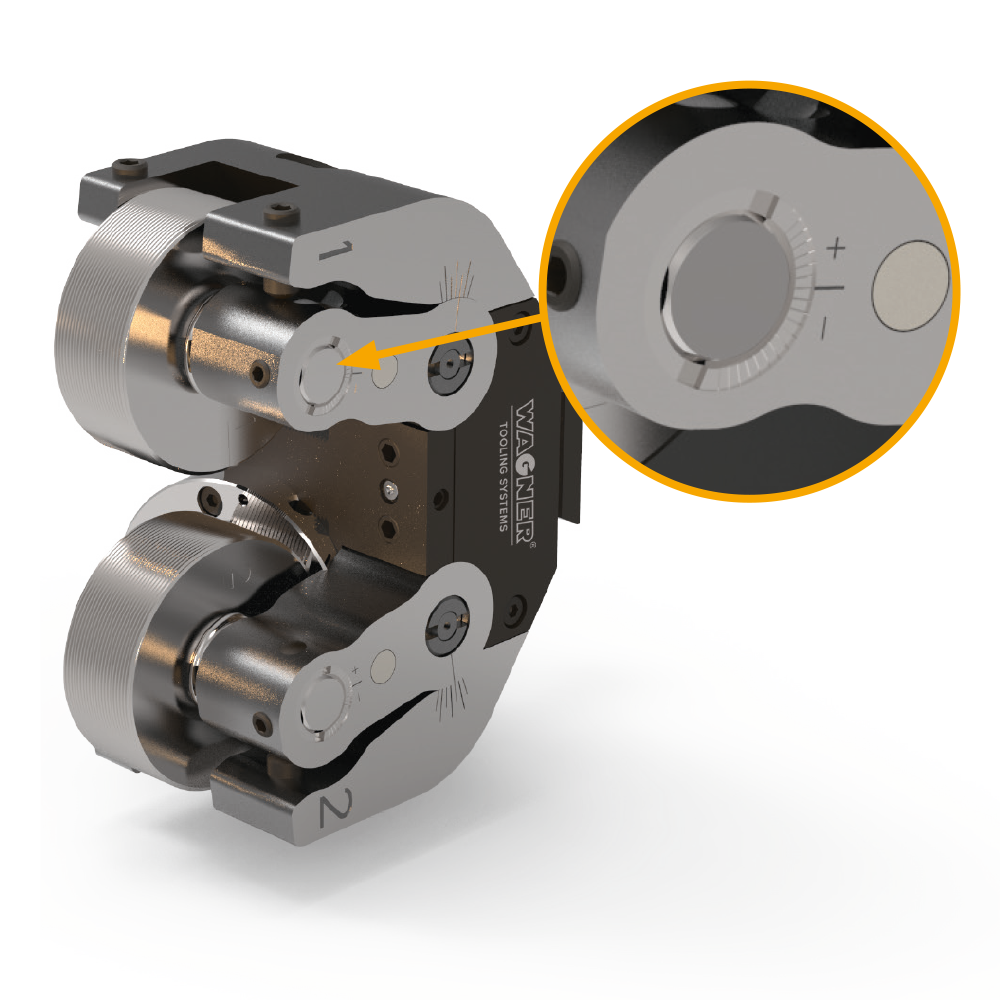
Mit unserer Werkzeugvariante „F“ lassen sich erstklassige Rollresultate bei Feingewinden erzielen. Bei Gewinden mit sehr kleinen Steigungen ist es wichtig, das Axialspiel der Gewinderollen so gering wie möglich zu halten. Mit Hilfe der patentierten Wagner-Axialspiel-Feineinstellung kann das axiale Rollenspiel in Schritten von 0,02 mm minimiert werden. Die Feineinstellung ist als Option erhältlich. Profilrollen für spezielle Anwendungen wie Rollen für Schmiernuten, Rändeln oder Glätten sind ebenfalls erhältlich.
ANWENDUNGSGEBIETE
- Zylindrische und konische Gewinde, Rechts- und Linksgewinde sowie Regel- und Feingewinde
- Gewinde hinter einem Bund
- Gewinde bis dicht an einem Bund
- Sehr kurze Gewinde
- Gewinde bei nicht freiem Werkstückende
- Gewinde mit sehr kurzem Auslauf
VORTEILE
- Sehr kurze Bearbeitungszeit
- Großer Arbeitsbereich
- Hohe Standzeiten durch große Rollen und hohe Steifigkeit des Werkzeugkörpers
- Besonders wartungsarm
- Die gerollten Gewinde sind wegen ihres nicht unterbrochenen Faserverlaufs für große Belastungen geeignet
- Dauerfeste, verschleißfeste und korrosionsbeständige Gewinde
- Hohe Flexibilität durch zahlreiche Adaptervarianten für den Einsatz auf unterschiedlichen Maschinen, z. B. Ein- und Mehrspindeldrehmaschinen sowie Sondermaschinen
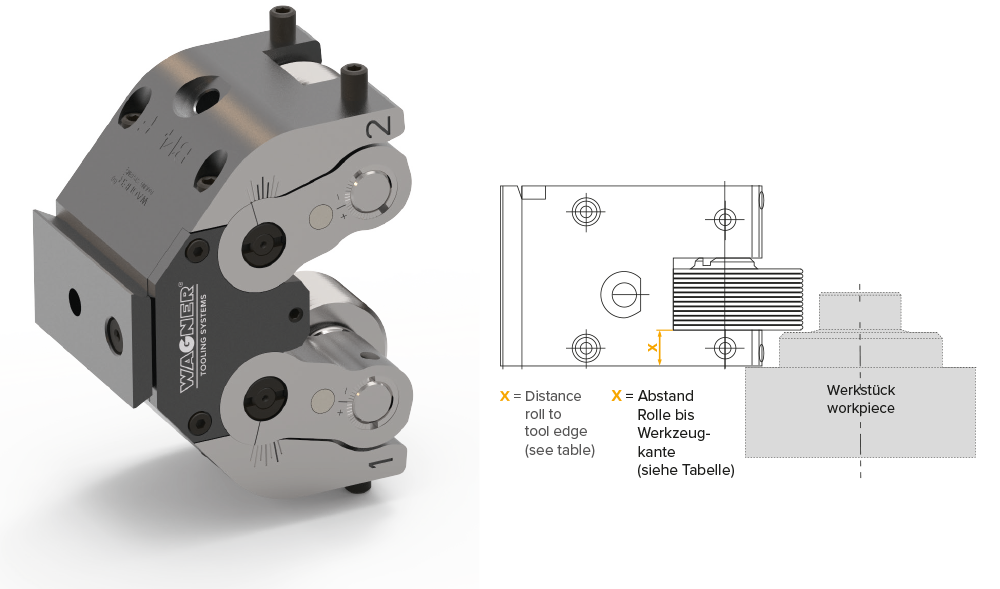
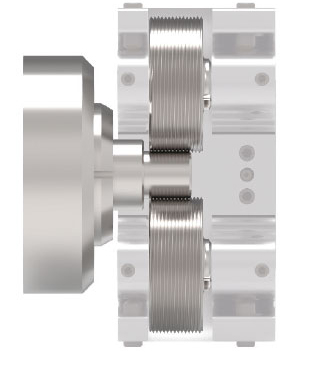
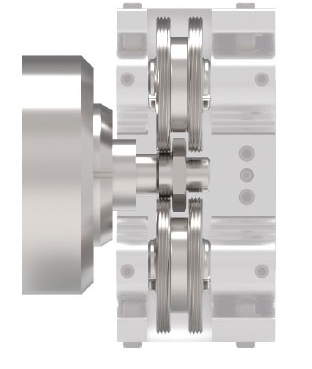
BAUFORM STANDARD
Maximale Stabilität bei gleichzeitig großem Arbeitsbereich.
| Typ | Regelgewinde Ø | - | Feingewinde Ø | - | Gewindelänge max. (minus 2 x Gewindesteigung) mm |
Abstand Rolle bis Werkzeugkante (X) mm |
Max. Vorschubkraft N |
Gewicht in kg | - |
| " | mm | zoll | mm | zoll | " | " | " | Werkzeug mit Rollen |
Adapter |
| B8-W | 1.6–12 | 0.063–0.473 | 1.6–13 | 0.063–0.512 | 14 | 7 | 1600 | 0.9 | ca. 1.5 |
| B10-W | 2–16 | 0.08–0.63 | 2–16 | 0.08–0.63 | 19 | 10.1 | 2500 | 1.9 | ca. 1.7 |
| B11 | 2–16 | 0.08–0.63 | 2–16 | 0.08–0.63 | 19 | 10.1 | 2500 | 1.9 | ca. 1.7 |
| B13 | 3–22 | 0.12–0.866 | 3–30 | 0.12–1.181 | 22.6 | 13.4 | 4900 | 3.8 | ca. 2.0 |
| B14 | 4–22 | 0.157–0.866 | 4–35 | 0.157–1.375 | 25,5 | 13.5 | 5000 | 3.5 | ca. 2.0 |
| B16 | 6–22 | 0.236–0.866 | 6–45 | 0.236–1.77 | 25,5 | 13.5 | 5700 | 3.7 | ca. 2.0 |
| B19 | 8–27 | 0.315–1.06 | 8–52 | 0.315–2.05 | 34,5 | 16.5 | 9800 | 7.5 | ca. 3.0 |
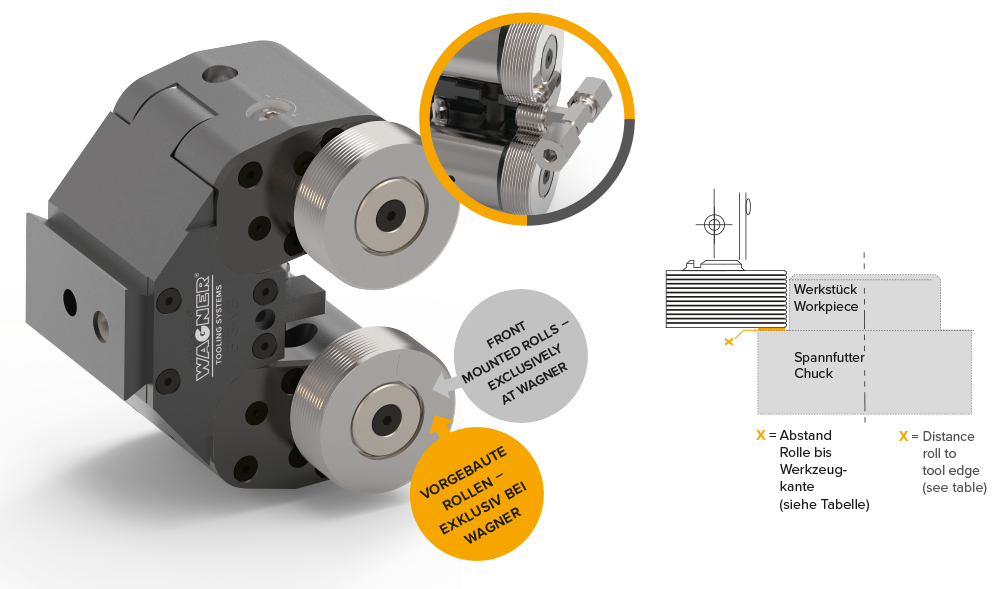
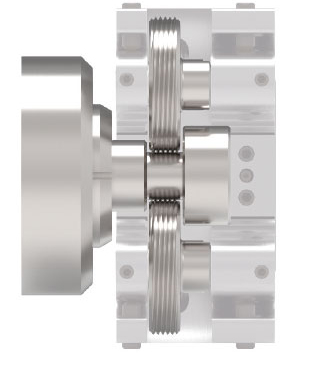
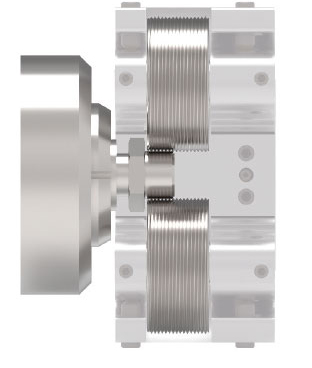
BAUFORM MIT VORGEBAUTEN ROLLEN
Nur bei Wagner sind Tangential-Rollsysteme mit vorgebauten Rollen erhältlich. Dadurch ist es möglich, Gewinde bis direkt an den Bund bzw. das Spannfutter zu rollen. Natürlich bei kürzesten Bearbeitungszeiten.
| Typ | Regelgewinde Ø | - | Feingewinde Ø | - | Gewindelänge max. (minus 2 x Gewindesteigung) mm |
Max. Vorschubkraft N |
Gewicht in kg | - |
| " | mm | zoll | mm | zoll | " | " | Werkzeug mit Rollen |
Adapter |
| B13-VB | 3–10 | 0.12–0.394 | 3–24 | 0.12–0.945 | 17 | 4000 | 4,5 | ca. 2.0 |
| B16-VB | 8–16 | 0.315–0.63 | 8–42 | 0.315–1.654 | 20 | 4000 | 5,4 | ca. 2.0 |
VORTEILE
- Arbeitsbereich M3–M42 / UN 5–40 bis UN 15/8″
- Problemlöser für anspruchsvolle Werkstückgeometrien und spezielle Werkstückaufspannungen
- Für höchste Gewindequalität
- Prozesssicherheit durch Hochleistungs-Gewinderollen
- Einfache Bedienung und schneller Rollenwechsel
- Kürzeste Bearbeitungszeiten
- Ideal z. B. für Edelstahlverschraubungen
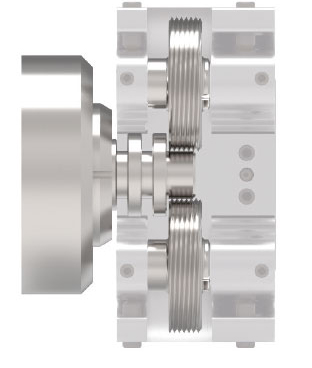
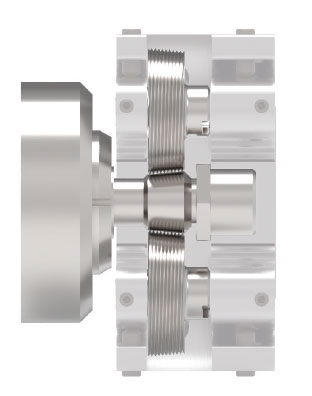
BAUFORM VARIANTE F
Einfache und schnelle Einstellung des AXIALEN ROLLENSPIELS für beste Gewindequalität und hohe Standzeiten beim Typ „F“. Vor allem bei Feingewinden zu empfehlen.
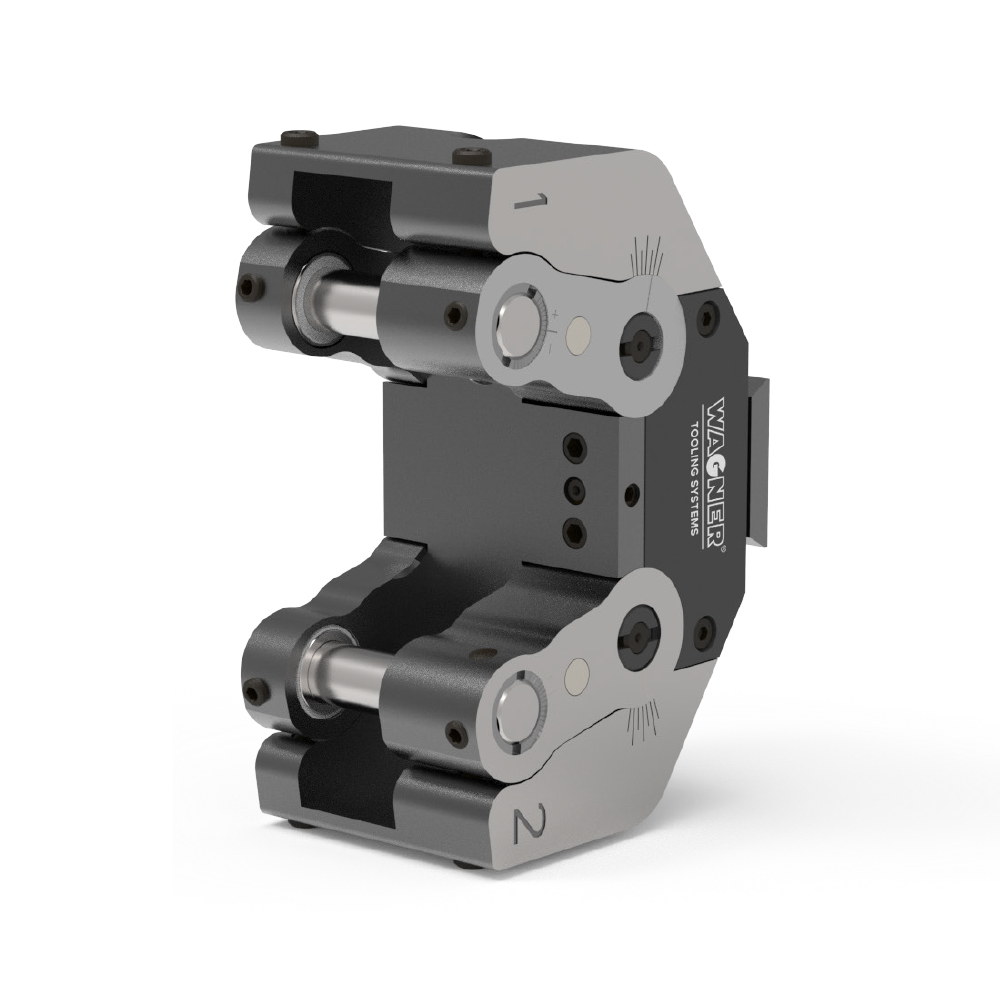
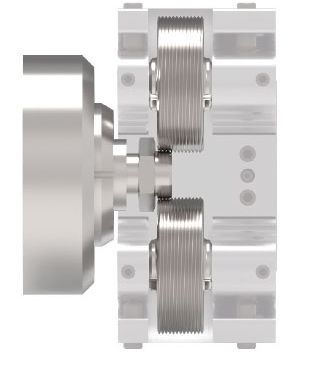
BAUFORM VERSTÄRKT
ROLLENFORM UND AUSWAHLKRITERIEN
Je nach Aufgabenstellung können unterschiedliche Ausführungen der Gewinderollen eingesetzt werden. Die Rollenform DR ist nicht für alle Gewinde möglich und muss für den Einzelfall abgeklärt werden.
C1-Rollen
Standardrollen mit voller Profilbreite mit einseitiger, nicht versenkter Mitnehmernut
C2-Rollen
Rollen mit auf die Gewindelänge abgestimmter Profilbreite zum Rollen hinter dem Bund.
C3-Rollen
Rollen mit auf die Gewindelänge und Ausspannlänge abgestimmter Profilbreite zum Rollen vor dem Bund.

C4-Rollen
Rollen mit auf die Gewindelänge und Ausspannlänge abgestimmter Profilbreite zum Rollen hinter dem Bund

C5-Rollen
Zwei Gewinde gleicher Abmessung können gleichzeitig gerollt werden
CR1-Rollen
Für die Herstellung kurzer Gewinde. Doppelte Standzeit durch Wenden der Rollen.

CR4-Rollen
Für die Herstellung kurzer Gewinde hinter Bund. Doppelte Standzeit durch Wenden der Rollen.
CR5-Rollen
Für das Rollen eines kurzen Gewindes hinter einem schmalen Bund. Doppelte Standzeit durch Wenden der Rollen.
DR1-Rollen
Das Wenden der Rollen soll möglich sein (doppelte Standzeit). Die Mitnehmernuten sind versenkt, da die Profilbreite der CR1-Rollen nicht ausreicht.

DR5-Rollen
Für das Rollen eines kurzen Gewindes hinter einem schmalen Bund. Doppelte Standzeit durch Wenden der Rollen. Die Mitnehmernuten sind versenkt, da die Profilbreite der CR5-Rollen nicht ausreicht.
K2-Rollen
Zum Rollen eines kegeligen Gewindes hinter Bund (Abstichseite).

Q2-Rollen
Zum Rollen kegeliger Gewinde am freien Werkstückende
ABMESSUNGEN DER GEWINDEROLLEN
Die Abmessungen für die einzelnen Formen der Gewinderollen können nachfolgender Tabelle entnommen werden:
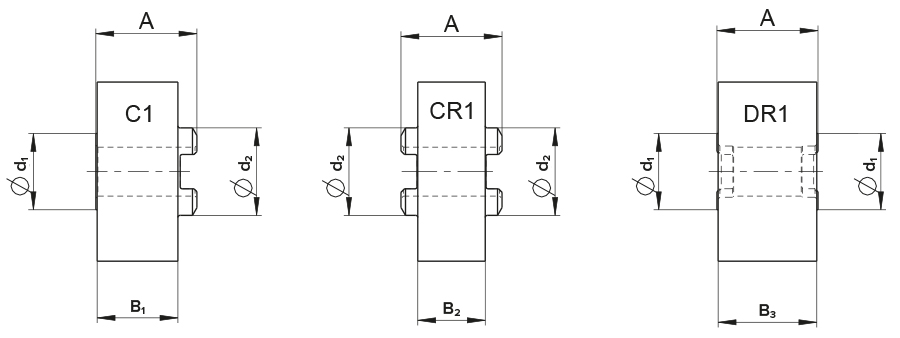
| B1 | B2 | B3 | d1 | d2 | |
| B8 | 12.2 mm | 10.8 mm | 14.2 mm | 12.9 mm | 14.4 mm |
| B10–B11 | 15.8 mm | 13.2 mm | 19.3 mm | 14.9 mm | 17.1 mm |
| B13–B16 | 22.6 mm | 19.7 mm | 25.75 mm | 20.1 mm | 21.8 mm |
| B19 | 31.2 mm | 28.5 mm | 34.5 mm | 23.3 mm | 25.2 mm |
GEWINDEAUSLAUF, GEWINDEFREISTICH
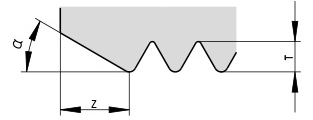
Die Gewinderollen sind unter einem Winkel α angefast. Bei Werkstücken ohne Freistich sollte der Winkel α = 30° verwendet werden. Winkel α = 45° oder 60° wird eingesetzt, wenn der letzte volle Gewindegang des Werkstücks sehr nahe an einem Bund liegen muss und nur bei Werkstücken mit Freistich.
α = Winkel der Anfasung an der Gewinderolle
Z = Breite der Fase
T = Tiefe des Gewindeprofils
Die Gewinderollen und der Bund des Werkstücks dürfen sich nicht berühren, d. h. es muss ein Sicherheitsabstand vorgesehen werden. In den Abbildungen sind die erforderlichen Abstände dargestellt.
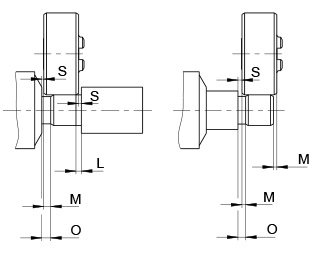
Abstandsmaße Tangentialrollen
S = Sicherheitsabstand (min. 0,3 mm)
L = erforderlicher Gewindeauslauf ( = Z + S)
M = erforderlicher Überstand der Gewinderollen in den Freistich
O = erforderliche Breite des Gewindefreistichs (= M + S)
| α = 30° | α = 45° | α = 60° | |
| Z | 1,84 × T | 1,06 × T | 0,62 × T |
| L | 2,65 × T | 1,88 × T | 1,42 × T |
| M | 2,24 × T | 1,46 × T | 1,02 × T |
| O | 3,05 × T | 2,28 × T | 1,84 × T |
| Gewindeart | Norm | Gewindetiefe = Gewindesteigung × Faktor |
| Metrisch ISO | DIN | T = P × 0.62 |
| UN | ANSI | T = P × 0.62 |
| Whitworth Whitworth Rohr |
BS | T = P × 0.65 |
| Trapez | DIN | T = P × 0.5 + 0.25 |