

GEWINDE DEFINITION
WAS IST EIN GEWINDE?
Ein Gewinde ist eine in wendelartigen Windungen verlaufende, profilierte Einkerbung. Es gibt sowohl Außengewinde (Schrauben) als auch Innengewinde (Muttern), die immer zusammenpassende Paare bilden.
GEWINDEARTEN – FUNKTION EINES GEWINDES
- Bildung einer mechanischen Verbindung (Befestigungsgewinde)
- Bewegungsübertragung durch Umwandlung einer Dreh- in eine Linearbewegung oder umgekehrt (Bewegungsgewinde)
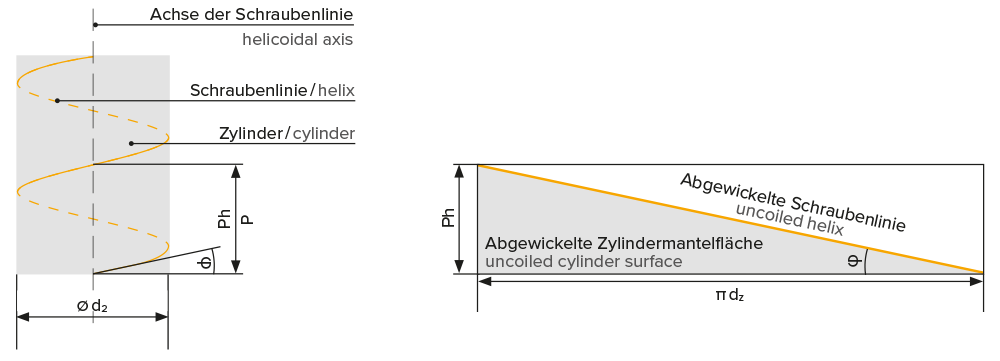
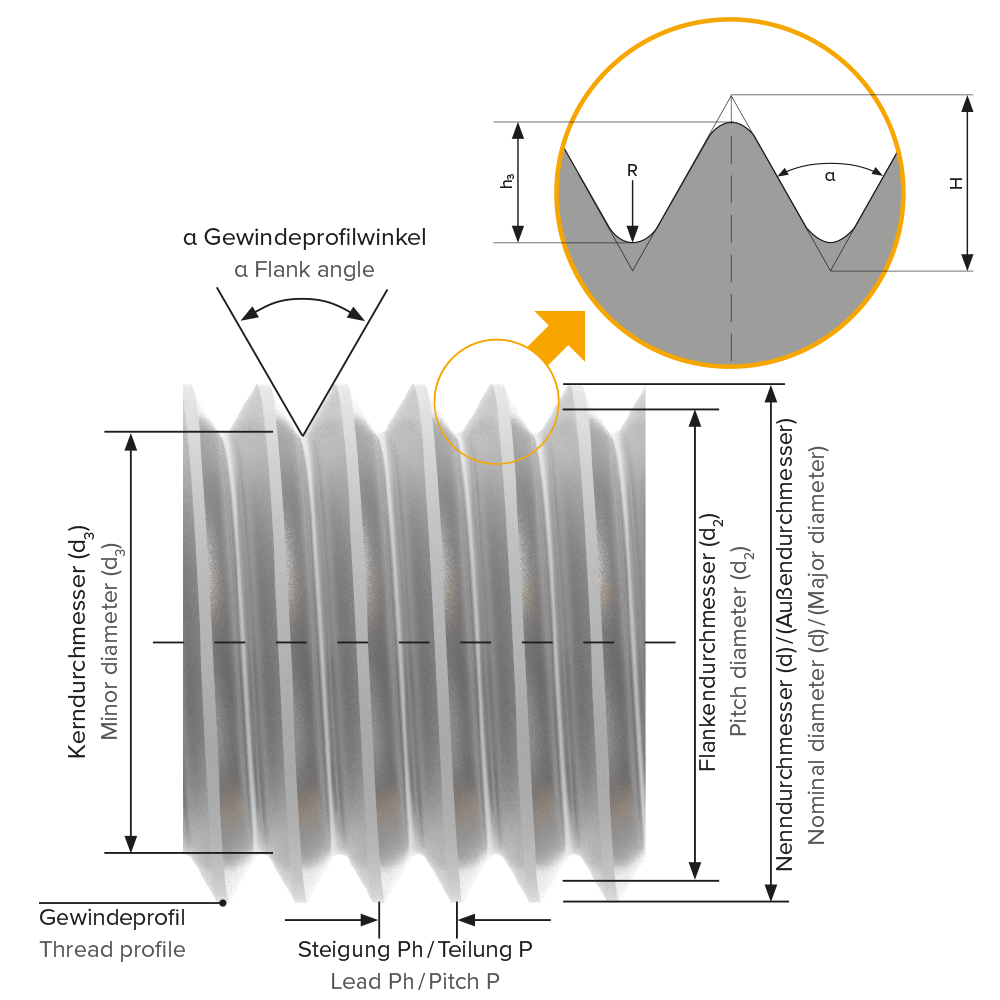
d2 = Flankendurchmesser des Außengewindes
Ph = Steigung (bei mehrgängigem Gewinde)
P = Steigung (bei eingängigem Gewinde)
φ = Steigungswinkel
BEGRIFFE RUND UM DAS AUSSENGEWINDE (nach DIN 2244)
d = Außendurchmesser des Außengewindes
SPANENDE UND SPANLOSE AUSSENGEWINDEFERTIGUNG
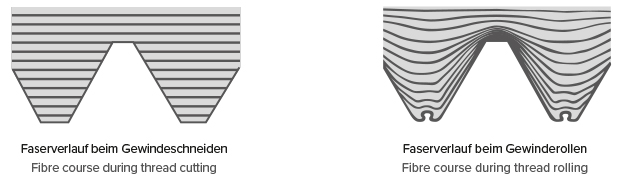
Bei der Herstellung von Gewinden unterscheidet man zwischen dem spanlosen Gewinderollen und dem spanabhebenden Verfahren des Gewindeschneidens.
SPANEND
- Gewindeschneiden
- Gewindedrehen
- Gewindefräsen
- Gewindewirbeln
- Gewindeschleifen
SPANLOS
- Gewinderollen
- Gewindewalzen
Geschnittene Gewinde erreichen ihre Form durch das Zerspanen des Werkstoffs, dabei wird der ursprüngliche Faserverlauf des Werkstücks nicht verändert, sondern die Fasern werden durch das Schneiden unterbrochen.
Beim Gewinderollen wird das Werkstück durch Kaltmassivumformung dauerhaft plastisch verformt; dabei wird der Faserverlauf des kaltverfestigten Werkstoffs nicht unterbrochen. Voraussetzung für das Gewinderollen ist ein Werkstoff, der sich für die Kaltumformung eignet, d. h. mit einer Mindestbruchdehnung von 5 %.
SPANLOSE AUSSENGEWINDEFERTIGUNG: GEWINDEROLLEN
DAS VERFAHREN
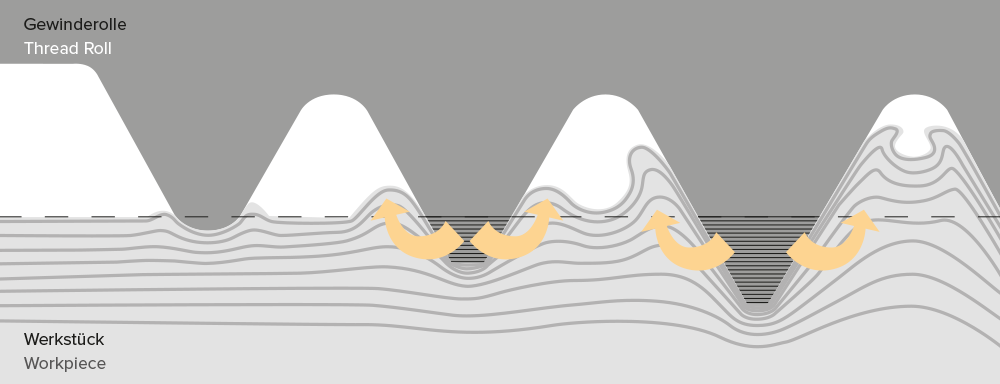
Beim Gewinderollen wird die Gewindeform durch Kaltumformung des Werkstoffs hergestellt. Durch sehr hohen Druck erfolgt eine dauerhaft plastische Verformung des Werkstoffs. Die Gewinderollen verdrängen das Material aus dem Gewindekern und lassen es in Richtung der Gewindespitzen fließen. Dabei wird der Faserverlauf nicht unterbrochen, sondern nur verändert. Das Ergebnis ist ein Gewinde mit hoher Festigkeit, Profil- und Maßgenauigkeit.
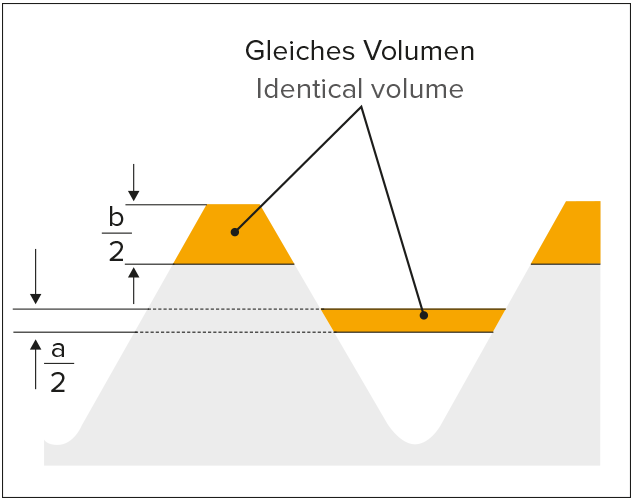
GEWINDEROLLEN – FLIESSVERHALTEN WERKSTOFF
- Je nach Fließverhalten des Werkstoffs ergibt sich aus derselben Fläche a/2 zu b/2 bis zu einer Verfünffachung am Außen-Ø
- Der ermittelte Vordreh-Ø sollte mit einer Toleranz von ± 002mm eingehalten werden
- Die Einhaltung es exakten Vordreh-Ø ist mitentscheidend um den exakten Ausformgrad am Gewindeprofil zu erzielen
Voraussetzungen
- Exaktes Vordrehmaß
- Bruchdehnung des Werkstoffs > 5 %
- Materialfestigkeit bis ca. 1700 N/mm2
VORTEILE DES GEWINDEROLLENS
- Extrem kurze Takt- bzw. Bearbeitungszeiten
- Hohe Profil- und Maßgenauigkeit
- Reduzierte Kerbempfindlichkeit
- Erhöhte Korrosionsbeständigkeit durch presspolierte Gewindeflanken
- Keine Späne
- Rationelle und wirtschaftliche Fertigung
- Höhere Festigkeit des Gewindes durch Kaltumformung
- Hohe Werkzeugstandzeiten und damit geringe Maschinenstillstandszeiten
Sie wollen mehr über die Herstellung von Außengewinden wissen?
Gewinderfertigung für Experten
UNSERE WERKZEUGE ZUR AUSSENGEWINDE-HERSTELLUNG

AXIALES GEWINDEROLLEN IM DURCHLAUFVERFAHREN
Das Axial-Rollsystem (mit drei oder fünf Rollen) verfährt in axialer Richtung auf das Werkstück und formt dabei das Gewinde. Die Gewinderollen sind mit einem steigungsfreien Profil versehen. Teilung und Profil entsprechen dem Gewindeprofil. Die Gewindesteigung wird durch die Neigung der Gewinderollen im Rollenhalter erzeugt.
Bauart stillstehend:
Das stillstehende Wagner Gewinderollsystem ist für den Einsatz mit rotierenden Werkstücken bestimmt.
Bauart rotierend:
Das Wagner Gewinderollsystem in der Bauart umlaufend ist für den Einsatz mit stillstehenden Werkstücken konzipiert.

EINSTECHVERFAHREN MIT TANGENTIAL-ROLLSYSTEMEN
Das Tangential-Rollsystem (mit zwei synchronisierten Rollen) verfährt in tangentialer Richtung auf das Werkstück und formt dabei das Gewinde. Profil und Steigung des Gewindes werden durch die Rollengeometrie definiert. Der Rollendurchmesser entspricht einem Vielfachen des Gewindedurchmessers. Das Tangentialwerkzeug fährt mit konstantem Vorschub tangential auf das rotierende Werkstück. Die Vorschubbewegung erfolgt senkrecht zur Werkstückachse.
Die Gewinderollen werden durch Kontakt mit dem Werkstück in Rotation versetzt und formen beim weiteren Vorschub das Gewinde.
SPANENDE GEWINDEFERTIGUNG MIT GEWINDE-SCHNEIDSYSTEMEN
Das Gewindeschneiden ist ein zerspanendes Verfahren, bei dem Material mittels Strehler aus dem Werkstück herausgeschnitten wird, um ein Gewinde herzustellen.
Das Schneidsystem verfährt in axialer Richtung auf das Werkstück und schneidet dabei das Gewinde. Mindestens vier Strehler sind mit einem steigungsfreien Profil versehen. Teilung und Profil ent-sprechen dem Gewindeprofil. Durch die Neigung der Strehler in den Strehlerhaltern wird das Gewinde erzeugt.
Gewinde-Schneidsysteme gibt es ebenfalls als Bauart stillstehend und Bauart rotierend.
Sie benötigen Hilfe bei der Auswahl des richtigen Werkzeugs für Ihre Bearbeitungsaufgabe?
Hier geht es zu unserem TOOL FINDER:
