SPANENDE AUSSENGEWINDEFERTIGUNG - GEWINDESCHNEIDEN

Das Wagner Gewindeschneidsystem ist ein axial arbeitendes Präzisionswerkzeug, das Gewinde höchster Qualität in kurzer Zeit herstellt. Es ist in stillstehender und rotierender Bauform erhältlich.
Das stillstehende Gewindeschneidwerkzeug ist über eine Werkzeugaufnahme mit dem Werkzeugträger, z. B. Revolver, verbunden. Mit steigungsgenauem Vorschub verfährt das Werkzeug axial auf das Werkstück, wodurch in einem Arbeitsgang das Gewinde geschnitten wird. Durch Vorschubstopp wird der Öffnungsmechanismus des Werkzeugs ausgelöst.
Die Strehler geben das Werkstück frei und der Rücklauf im Eilgang kann erfolgen.
Das Schließen des Werkzeugs erfolgt durch axiales Verschieben des Schließhebels oder durch eine Schließvorrichtung. Das umlaufende Gewindeschneidwerkzeug wird an die
Maschinenspindeln angeflanscht oder in einem Futter aufgenommen. Die Steuerung zum Öffnen und Schließen des Werkzeugs erfolgt über ein externes Steuergestänge oder eine innenliegende Zugstange.
ANWENDUNGSGEBIETE
- Regel-, Feingewinde zylindrische oder konische Gewinde, Rechts- oder Linksgewinde, Rohr-, Trapez-, Rund- und Sondergewinde
- Gewinde nach britischer und amerikanischer Norm
- Parallele Profile im Einstechverfahren möglich
- Schwerste Zerspanungsaufgaben und große Durchmesser gelingen mühelos mit den Schneidsystem-Typen WDK-WKK
WAGNER STREHLER / GEWINDESCHNEIDPLATTEN
- Standard: HSS oder HSSE
- Nitriert
- Beschichtet: TIN, TICN, TiAIN, CrN
- Hartmetall
- Auf Kundenwunsch angepasst
VORTEILE
- Durch Austausch der Strehler können verschiedene Gewindearten mit nur einem Schneidsystem bearbeitet werden
- Hohe Wirtschaftlichkeit durch nachschleifbare Strehler
- Kurze Rüstzeiten durch voreingestellte Strehler
- Zeitsparende Arbeitsweise durch Einfachschnitt
- Hochpräzise Gewindestrehler, die in Steigung und Form an das zu schneidende Gewinde angepasst sind
- Hohe Flexibilität auf nahezu allen Maschinen durch handelsübliche Aufnahmen
GEWINDESCHNEIDSYSTEME - BAUARTEN
Bei Wagner Gewinde-Schneidsystemen werden anhand der Systemgröße drei Bauarten unterschieden:
Bauart KOMPAKT


Die kompakten und flexiblen Gewinde-Schneidsysteme von Wagner sind schnell, klein und leicht. In vier Baugrößen decken sie einen Arbeitsbereich von Durchmesser 1,6 bis 60 mm ab. Sie sind als stillstehende und rotierende Varianten verfügbar. Bitte beachten Sie, dass diese Bauart im oberen Drittel des Arbeitsbereiches nur bei gut zerspanbaren Werkstoffen mit Zugfestigkeiten unter 700 N/mm2 eingesetzt werden sollte.
Bauart STANDARD

Die Standard-Gewinde-Schneidsysteme sind in einer stillstehenden Variante für Drehmaschinen und in sechs rotierenden Ausführungen für den Einsatz auf Gewindeschneidmaschinen, Transfer- und Sondermaschinen erhältlich.
Bauart HEAVY DUTY

Die rotierenden HEAVY DUTY Gewinde-Schneidsysteme werden für schwere Zerspanarbeiten auf Gewindeschneidmaschinen und Sondermaschinen eingesetzt. Ihr Einsatzgebiet reicht von großen Spitzgewinden über Rohrgewinde bis 6 Zoll bis zu Rund- und Trapezgewinden. Das größte Gewindeschneidsystem ist mit fünf Strehlern ausgerüstet.
Stillstehende Schneidsysteme Kompakt
| TYP | Regelgewinde Nenn Ø mm / Zoll |
Feingewinde Nenn Ø mm / Zoll |
Rohrgewinde Nenn Ø Zoll |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|---|
| ZA12 | 1,6–12 mm / 0,063 – 0,472″ | 2 – 16 mm / 0,0787 – 0,591″ | 1/16″ – 1/4″ | 58 | 58 | 0,8 | 10 / 43 12 / 30 16 / 13 |
| ZA16 | 2,5–16 mm/ 0,098 – 0,63″ | 3 – 24 mm / 0,118 – 0,787″ | 1/8″ – 3/8″ | 72 | 70 | 1,8 | 11 / 51 16 / 30 24 / 15 |
| ZA22 | 4–22 mm / 0,157– 0,866″ | 4 –38 mm / 0,157 – 1,496″ | 1/8″ – 3/4″ | 88 | 82 | 2,8 | 16 / unbegrenzt* 22 / 40 28 / 18 |
| ZA27 | 5–24 mm / 0,197 – 0,787″ | 5 – 60 mm / 0,197 – 2,362″ | 1/8″ – 1″ | 110 | 109 | 6,8 | 18 / unbegrenzt* 27 / 65 50 / 28 |
Stillstehende Schneidsysteme Standard
| TYP | Feingewinde Nenn Ø mm / inch |
Regelgewinde Nenn Ø mm / inch |
Rohrgewinde Nenn Ø inch |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|---|
| ZE39 | 8–80 mm / 0,315–3,15″ | 8–39 mm / 0,315–1,535″ | 1/8″– 2″ | 180 | 210 | 32 | 45 / unbegrenzt* 80 / 30 |
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
Umlaufende Schneidsysteme Kompakt
| TYP | Regelgewinde Nenn Ø mm / Zoll |
Feingewinde Nenn Ø mm / Zoll |
Rohrgewinde Nominal Ø Zoll |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|---|
| ZR12 | 1,6–12 mm / 0,063–0,472″ | 2–16 mm / 0,0789–0,63″ | 1/16″–1/4″ | 58 | 51 | 0,6 | 10 / unbegrenzt* 16 / 13 |
| ZR16 | 2,5–16 mm / 0,98–0,63″ | 3–24 mm / 0,118–0,787″ | 1/8″–3/8″ | 72 | 62 | 1,7 | 16 / unbegrenzt* 24 / 15 |
| ZR22 | 4–22 mm / 0,157–0,866″ | 4–38 mm / 0,157–1,496″ | 1/8″–3/8″ | 88 | 70 | 2,8 | 22 / unbegrenzt* 38 / 18 |
| ZR27 | 5–24 mm / 0,197–0,787″ | 5–60 mm / 0,197–2,362″ | 1/8″–1″ | 110 | 99 | 6,2 | 27 / unbegrenzt* 50 / 28 |
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
Umlaufende Schneidsysteme Standard
| TYP | Regelgewinde Nenn Ø mm / Zoll |
Feingewinde Nenn Ø mm / Zoll |
Rohrgewinde Nominal Ø inch |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|---|
| Z16 | 4–16 mm / 0,157–0,69″ | 4–45 mm / 0,157–1,77″ | 1/8″–3/48″ | 123 | 134 | 10 | 16 / unbegrenzt* 45 / 30 |
| Z27 | 6–27 mm / 0,236–1,069″ | 6–60 mm / 0,236–2,36″ | 1/8″–1″ | 160 | 145 | 15 | 30 / unbegrenzt* 60 / 30 |
| Z39 | 8–39 mm / 0,315–1,535″ | 10–80 mm / 0,394–3,15″ | 1/8″– 2″ | 180 | 157 | 23 | 45 / unbegrenzt* 80 / 30 |
| Z52 | 8–52 mm / 0,315–1,85″ | 10–100 mm / 0,394–4″ | 1/8″– 2 3/4″ | 200 | 181 | 31 | 55 / unbegrenzt* 100 / 34 |
| Z64 | 8–64 mm / 0,315–2,52″ | 10–100 mm / 0,394–4″ | 1/8″– 2 3/4″ | 200 | 166 | 27 | 70 / unbegrenzt* 100 / 48 |
| Z76 | – | 30–120 mm / 1,181–4,724″ | 1″– 4″ | 250 | 216 | 50 | 95 / unbegrenzt* 120 / 48 |
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
Umlaufende Schneidsysteme Heavy Duty
| TYP | Regelgewinde Nenn Ø mm / Zoll |
Feingewinde Nenn Ø mm / Zoll |
Rohrgewinde Nominal Ø Zoll |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|---|
| WDK | 8–52 mm / 0,315–2,047″ | 8–65 mm / 0,315–2,56″ | R1/4–2″ | 310 | 252 | 54 | bis 16 / unbegrenzt* > 66 / 77 |
| WEK | 8–52 mm / 0,315–2,047″ | 8–95 mm / 0,315–3,74″ | R1/4–3″ | 310 | 252 | 54 | – / unbegrenzt* – / unbegrenzt* |
| WGK | 10–76 mm / 0,394–3″ | 12–110 mm / 0,472–4,33″ | R1/2–3″ | 370 | 290 | 94 | bis 95 / unbegrenzt* > 96 / 90 |
| WHK | 10–76 mm / 0,394–3″ | 12–110 mm / 0,472–4,33″ | R1/2–3″ | 370 | 282 | 94 | – / unbegrenzt* – / unbegrenzt* |
| WJK | 24–100 mm / 0,945–4″ | 30–120 mm / 1,18–4,7 | R1–4″ | 410 | 294 | 145 | – / unbegrenzt* – / unbegrenzt* |
| WKK | 24–100 mm / 0,945–4″ | 30–175 mm / 1,18–6,9″ | R1–6″ | 410 | 300 | 145 | bis 175 / unbegrenzt* >176 / 77 |
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
GEWINDESCHNEIDSYSTEME – SONDERFORMEN
INNENGESTEUERTE SCHNEIDSYSTEME
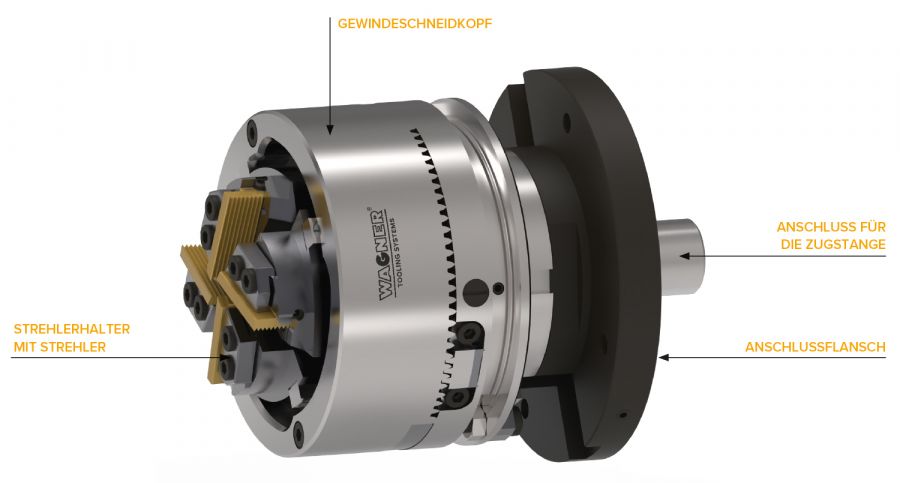
Innengesteuerte Gewinde-Schneidsysteme sind für den Einsatz auf Werkzeugmaschinen mit Zugstange (Planzug) konzipiert. Es ist kein externes Steuergestänge erforderlich; die erforderlichen Steuerwege werden über die innenliegende Zugstange realisiert. Zum Gewindeschneidsystem wird der maschinenspezifische Anschlussflansch und das Anschlussstück für die Zugstange geliefert.
Neben dem Schneidsystem ZR-26I, das nur als innengesteuerte Ausführung angeboten wird, sind alle Schneidsysteme der Typen ZR (Kompakt) und Z (Standard) zusätzlich zur Standardausführung auch als innengesteuerte Varianten erhältlich. Die Arbeitsbereiche können den Tabellen der Kompakt- und Standardsysteme entnommen werden, die maximal erreichbaren Gewindelängen werden allerdings durch die Zugstange begrenzt.
Innengesteuerte Schneidsysteme
| TYP | Regelgewinde Nenn Ø mm / Zoll |
Feingewinde Nenn Ø mm / Zoll |
Rohrgewinde Nenn Ø Zoll |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge max. mm |
|---|---|---|---|---|---|---|---|
| ZR26-I | 6–1 mm / 0,236–0,63″ | 6–26 mm / 0,23–1,02″ | 1/8–3/4″ | 115 | 143 | 9 | 65 |
SONDERFORMEN FÜR KONISCHE GEWINDE
Kontinuierlicher Öffnungsprozess:
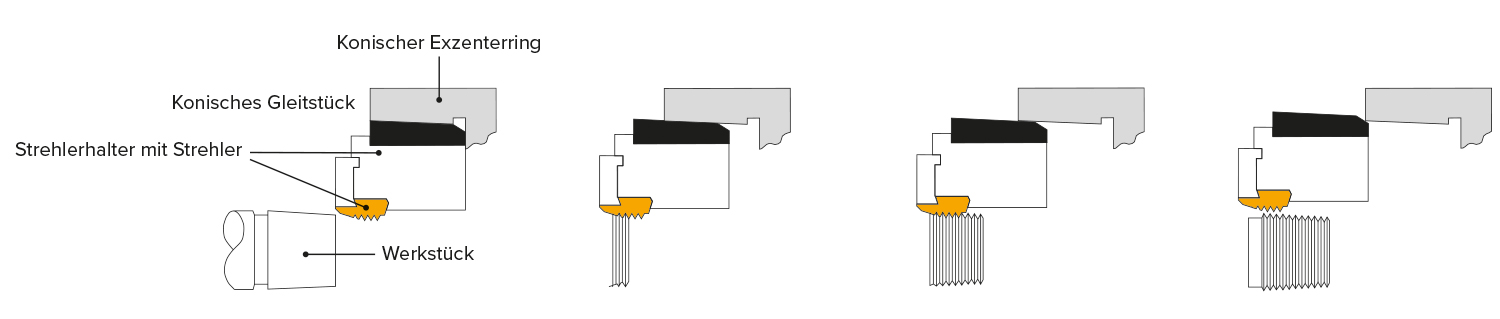
Beispiel Gasflaschenventil: Das Werkstück ist konisch vorgedreht
Während bei den Standardsystemen die Gewindelänge kegeliger Gewinde durch die Strehlerbreite begrenzt wird, können mit den K- und GK- Ausführungen auch längere konische Gewinde geschnitten werden. Ein konischer Exzenterring und die konischen Gleitstücke an den Strehlerhaltern bewirken, dass während des Schneidens ein kontinuierlicher Öffnungsprozess stattfindet. Durch diesen Vorgang erreicht man eine hohe Genauigkeit des Kegelwinkels und erzielt saubere Oberflächen ohne Abhebemarkierungen der Strehler.
1. Sonderform K
Über den Mitnehmerring wird der kontinuierliche Öffnungsprozess durch eine indirekte Steuerung in einem vorgegebenen Hebelverhältnis ausgelöst. Insbesondere konische Rohrgewinde mit Kegelverhältnis 1/16 an Rohren, Rohrnippeln und Amaturen werden damit geschnitten.
2. Sonderform GK
Die Steuerung erfolgt direkt, d. h. ohne Übersetzung. Kegelwinkel K 1:16, K 1:10, K 1:8, K 3/25 u.s.w. sind mit austauschbaren Exzenterringen und Gleitstücken realisierbar. Die Einsatzgebiete liegen im Schneiden von konischen Rohrgewinden an Armaturen und konischen Gewinden an Gasflaschenventilen.
3. Sonderform S
Die Sonderform S ist eine Variante der Gewinde-Schneidsysteme Heavy Duty. Die Steuerung erfolgt direkt über den kugelgelagerten Steuerring. Das ermöglicht auch bei großen Gewindedurchmessern hohe Schnittgeschwindigkeiten bis 40 m/min. Haupteinsatzgebiet ist das Schneiden konischer Rohrgewinde von R 1/4 bis R 6 bzw. 1/4-18NPT bis 6-8NPT.
| TYP | Arbeitsbereich Rohrgewinde K1/16 |
Arbeitsbereich Gasflaschengewinde |
Konische Gewindelänge max. mm |
Hauptbaumaße Ø mm |
Hauptbaumaße Länge mm |
Gewicht kg |
|---|---|---|---|---|---|---|
| Z16GK-2 | R1/8–3/4″ 1/8–3/4NPT |
1/8–3/4 NGT W 10,43–28,8 × 1/14 K3:25, K3:26, K1:8, K1:10 |
26 | 115 | 114 | 8 |
| Z27GK-2 | R1/8–1″ 1/4–1NPT |
1/4–1 NGT W 19,8–35.73 × 1/14 K3:25, K3:26, K1:8, K1:10 |
32 | 155 | 168 | 15 |
| Z27-K | R1/8–1″ 1/4–1NPT |
– | 34 | 155 | 155 | 15 |
| Z39-K | R1/8–2″ 1/4–2NPT |
– | 40 | 175 | 167 | 23 |
| WEK-S8 | R1/4–3″ 1/4–3NPT |
– | 44 | 310 | 260 | 84 |
| WHK-S3 | R1/2–4″ 1/2–4NPT |
– | 63 | 370 | 300 | 112 |
| WHK-S4 | R1–6″ 1–6NPT |
– | 57 | 410 | 320 | 140 |
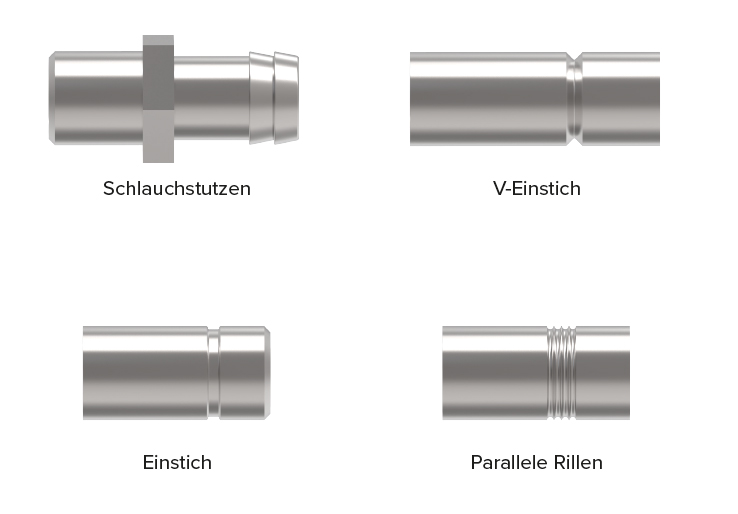
SONDERFORMEN FÜR EINSTECHARBEITEN
Die Wagner Schneidsysteme bieten neben dem Gewindeschneiden auch die Möglichkeit der Einstechbearbeitung. Für diesen Einsatz werden Exzenterring und Gleitstücke mit einer flachen Fase ausgestattet, die ein kontrolliertes Einschwenken der Strehlerhalter mit den Einstechmessern ermöglichen.
Die Ansteuerung des Schneidsystems erfolgt über einen maschinenseitig angebauten Pneumatik- oder Hydraulikzylinder, die Übertragung der Schließkraft auf das Schneidsystem erfolgt über ein Kugellager. Somit können Sie parallele Profile, Einstiche, Fasen und auch Kombinationen daraus im Einstechverfahren schneiden.
Die erforderlichen Einstechmesser oder Wendeplatten passen wir an die Form Ihres Einstiches an.
VORTEIL
Zentrische Bearbeitung von vier Seiten; ein Wegbiegen des Werkstücks unter der Schnittlast wird verhindert.
| TYP | Arbeitsbereiche mm/Zoll (Kern-Ø des Einstichs) |
Einstechtiefe max. mm |
Konische Gewindelänge max. mm |
Hauptbaumaße Ø mm |
Hauptbaumaße Länge mm |
Gewicht kg |
|---|---|---|---|---|---|---|
| ZR16-E | 0–16,8 mm / 0,04–0,66″ | 1,75 / 0,069 | 26 | 66 / 80 | 75 | 2 |
| ZR22-E | 1,7–18 mm / 0,067–0,71″ | 2,3 / 0,09 | 32 | 82 / 95 | 90 | 3 |
| ZR27-E | 1–35,1 mm / 0,04–1,38″ | 3 / 0,12 | 34 | 155 | 105 | 6,5 |
| REK-1 | 0,5–16 mm / 0,02–0,63″ | 4 / 0,157 | 40 | 95 | 64 | 2,2 |
GEWINDESCHNEIDSYSTEME
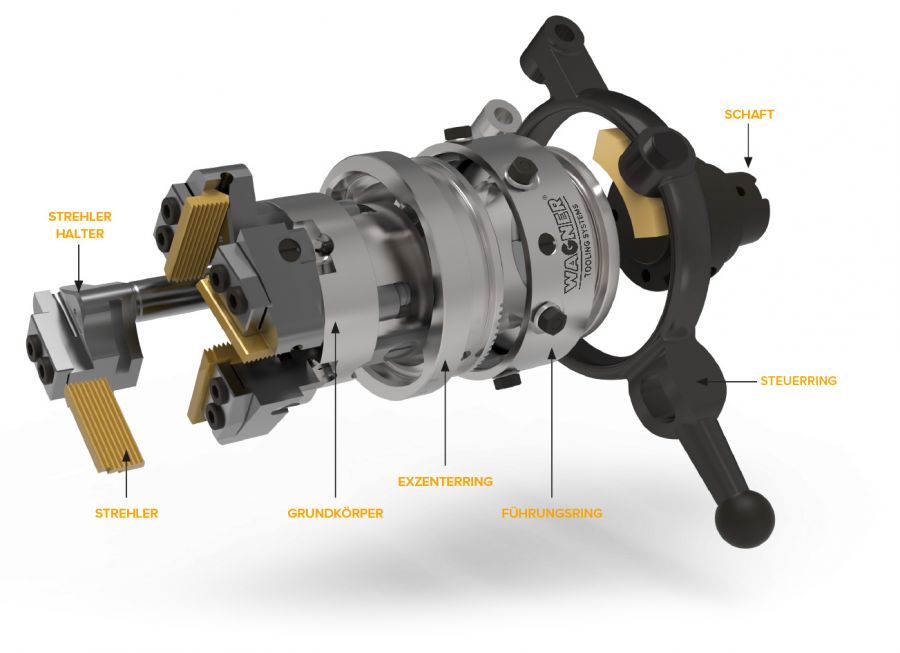
Die Strehler:
Die Strehler sind die eigentlichen Schneidwerkzeuge. Sie tragen das Profil des zu schneidenden Gewindes.
Die Strehlerhalter:
In den Strehlerhaltern werden die Strehler aufgenommen und festgeklemmt. Der sogenannte Halterwinkel gibt die Schrägstellung der Strehler vor und muss ungefähr dem Steigungswinkel des zu schneidenden Gewindes entsprechen. Durch Wechseln der Strehlerhaltertypen wird der flexible Arbeitsbereich der Schneidsysteme erreicht.
Der Grundkörper:
Im Grundkörper werden die Strehlerhalter aufgenommen und axial gehalten. Der Grundkörper ist direkt oder über einen Flansch oder Schaft mit der Werkzeugspindel oder dem Werkzeugträger der Maschine verbunden.
Der Exzenterring und Führungsring:
Exzenter- und Führungsring bilden eine Baugruppe und sind verschiebbar auf dem Grundkörper gelagert. Das ermöglicht die Öffnungsfunktion des Schneidsystems.
Durch Verdrehen des Exzenterrings wird über die Strehlerhalter die radiale Position der Strehler und damit der Bearbeitungsdurchmesser bestimmt.
Der Schaft:
Der Schaft bildet die Schnittstelle zur Maschine und kann dementsprechend für alle gängigen Systeme geliefert werden.
DIE STREHLER:
Die Strehler tragen ein paralleles Gewindeprofil, d.h. bei gleicher Gewindesteigung können Gewinde unterschiedlicher Durchmesser mit einem Strehlersatz geschnitten werden (Z.B. M6, M8x1, M10x1...). Entsprechend dem Durchmesser und dem Steigungswinkel müssen allerdings die passenden Strehlerhalter eingesetzt werden.
Die Strehler werden im Profil, Anschnitt und Gewindeprofil der Bearbeitungsaufgabe angepasst, d.h. sie unterscheiden sich:
1. Im Gewindeprofil (z.B. Metrisch, UN. Whitworth ...)
2. Im Anschnitt (kurz, mittel, lang)
3. In der Strehlerqualität (HSS, HSSE, nitriert, beschichtet...)
4. In den Abmessungen (Strehlergröße S02 - S15)
Anschnitt kurz:
- Für Werkstücke mit Gewinde gegen Bund, oder kurzem Gewindefreistich.
- Gewindeauslauf ca. 2 x Gewindesteigung.
- Für blanke oder vorgedrehte Werkstücke ohne, oder mit geringem Übermaß.
- Gewindeauslauf ca. 3 x Gewindesteigung.
Anschnitt lang:
- Für Werkstücke aus gewalztem Material oder mit Übermaß.
- Gewindeauslauf ca. 4 x Gewindsteigung.
Sonderanschnitte:
- Individuell an die Bearbeitung angepasste Anschnitte sind möglich.
- Die Länge und der Winkel des Anschnitts beeinflussen Gewindeoberfläche und Standzeit. Je länger und flacher der Anschnitt, desto höher ist die Standzeit und desto besser die Oberfläche
Die Länge und der Winkel des Anschnitts beeinflussen Gewindeoberfläche und Standzeit. Je länger und flacher der Anschnitt, desto höher ist die Standzeit und desto besser die Oberfläche
DIE STREHLERBESCHRIFTUNG:
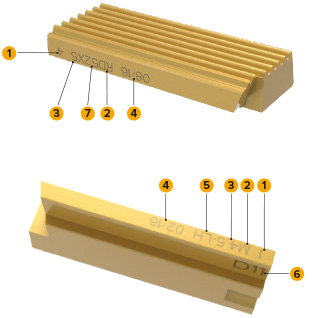
1 Strehlernumer (1 - 4 = 4teilig, 1 - 5 = 5teilig)
2 Profilform (M=Metrisch, RD=Rundgewinde, UN...)
3 Gewindesteigung
4 Seriennummer
Optional:
5 LH für Linksgewinde
6 Satznummer (nur bei nicht austauschbaren Strehlern)
7 Gewindedurchmesser
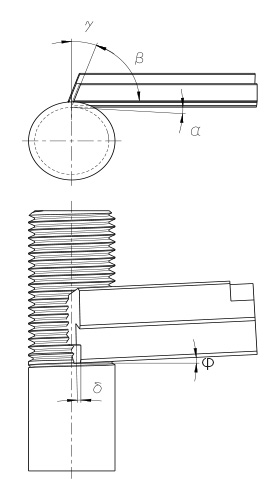
WINKEL AM STREHLER:
α = Freiwinkel
ß = Keilwinkel
γ = Spanwinkel
δ = Schleifwinkel
φ = Halterwinkel
DIE STREHLERHALTER
Die Strehlerhalter dienen dazu, die Strehler oder Schälmesser aufzunehmen. Sie sind nach verschiedenen Kerndurchmesserbereichen abgestuft und haben verschiedenen Halterwinkel, die dem Steigungswinkel der zu schneidenden Gewinde angepasst sind.
STREHLERHALTER UNTERSCHEIDEN SICH IN:
1. Haltertyp
2. Arbeitsbereich
3. Halterwinkel (ca. Steigungswinkel des Gewindes)
4. Satznummer
BESCHRIFTUNG DER STREHLERHALTER:
Die Halter tragen an einer Seite ihre Typenbezeichnung, bei Haltern für Linksgewinde den Zusatz „links“. An einem Halter ist zusätzlich der Halterwinkel und der Kerndurchmesserbereich eingraviert. Außerdem steht auf der Rückseite jedes Strehlerhalters eine Fabrikationsnummer. Innerhalb eines Satzes dürfen nur Halter mit der gleichen Fabrikationsnummer verwendet werden. Die Strehlerhalter werden nur satzweise geliefert. Einzelne Halter können nicht geliefert werden.
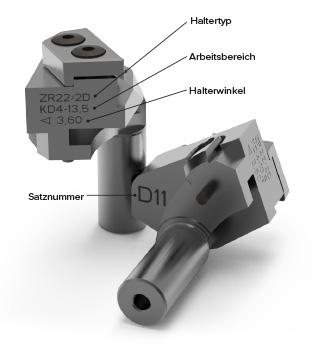
BEZEICHNUNGSBEISPIEL:
Typ 2D für Schneidwerkzeug ZA und ZR22.
KD4-13,5
Arbeitsbereich von Kern-Ø 4 mm bis 13,5 mm
∠ 3,60°
Halterwinkel muss ungefähr dem Steigungswinkel des Gewindes entsprechen
D11
Alle 4 Halter des Satzes müssen die identische Nummer haben
GEWINDESCHNEIDEN – LEISTUNGSBEDARF
Die erforderliche Antriebsleistung beim Gewindeschneiden ist abhängig von der Schnittgeschwindigkeit, dem zu bearbeitenden Werkstoff und der Profilform des Gewindes.
Der Leistungsbedarf lässt sich nach folgender Formel berechnen (Angaben ohne Gewähr):
N ~ P2 ∙ Rm ∙ vc ∙ 0,00003 ∙ C
P = Gewindesteigung [mm]
Rm = Zugfestigkeit des Werkstoffs [N/mm2]
vc = Schnittgeschwindigkeit [m/min]
C = Faktor 1 für Spitzgewinde, Faktor 2 für Rund- und Trapezgewinde
ANMERKUNG:
In dieser Formel ist Faktor 1,5 für die Schneidenabstumpfung berücksichtigt. Beim Schneiden von konischen Gewinden auf Strehlerbreite muss mindestens Faktor 2 berücksichtigt werden.